
Nueva Precision – Featured Customer
Featured Image Courtesy of Nueva Precision
When it comes to CNC manufacturing services and product development solutions in the Denver, Colorado area, Eddie Casanueva has quickly made a name for himself with his company, Nueva Precision. Eddie has more than 22 years of manufacturing experience and 19 years of business experience, which he uses to help small businesses and entrepreneurs who are looking for product support and development.
Eddie was able to take time out of his busy schedule to talk with us for this Featured Customer post. We covered topics like Eddie’s incredible training and introduction to manufacturing, his experiences using reduced neck end mills, and his suggestions for must-have equipment in any CNC machine shop.
Thanks for taking the time to talk to us for this Featured Customer post. To get started, tell us a little bit about the history behind Nueva Precision and what sort of products you typically manufacture.
Nueva Precision was first incorporated at the end of 2016. Within three months, I was making chips on my own, largely doing prototype work.
I had recently sold my share in another company I co-founded and used that money to move into a larger home in the Denver area that could accommodate a machine shop business. We were lucky enough to find a home with some acreage and an existing oversized garage which was perfect for a shop. Now that I had the building, I had to do things like get the electrical and HVAC up to spec. It required having the city run a stronger electrical line to the building I would use as my shop, but once that was all figured out, we were ready to make some chips.

Photo Courtesy of: Nueva Precision
I started by buying a used Haas mill and a used Haas lathe. People initially reached out to me for work because of my quick delivery times. I was able to turn around parts in just a week or two since the business was new. However, within a month of operating those machines, I was already at max capacity with my current equipment. Unfortunately, my lead times had increased to a more standard 4-6 weeks due to the sheer amount of work I was getting. For the rest of 2017, I stuck with my original equipment and just did the best I could to keep up.

Photo Courtesy of: Nueva Precision
Do you have any future plans to expand your shop and capabilities further?
I do! In early 2018 I brought in a brand new VM3 Haas Mill to keep up with demand, but I was curious about how much more revenue that would create. I expected to see a 20-30% increase in revenue, but having another machine ended up doubling my revenue. Luckily my strong relationships with my customers helped me grow the business even as my lead times increased. With that in mind, I just ordered another Haas VM2 at the end of 2018 and am excited to take full advantage of that.
How has your family reacted to you running a business out of your home?
My family has been extremely supportive throughout the whole process. My wife Leandra in particular helps out a lot. She was a teacher for 19 years, but resigned from that profession to work on Nueva Precision. She has started to help out on the business side of things and has also started to help run machines and make parts. My oldest son Jaden (16) is interested in manufacturing and he has started working and making simple parts for us when he is available. All in all, we have a pretty good thing going here.
 Eddie and Leandra Photo Courtesy of: Nueva Precision |  Jaden working on parts Photo Courtesy of: Nueva Precision |
How did you first get involved in CNC machining and advanced manufacturing?
I am essentially self-taught in CNC machining. I got started in engineering and manufacturing as a student at the New Jersey Institute of Technology (NJIT) in the Mechanical Engineering program. It was a state school, so tuition costs weren’t bad but I still needed to support myself. I was going to school during the day and pumping gas at night to pay the bills. In my second year in school I came across an opportunity to work at an on-campus research center for manufacturing systems. It was funded by the state of New Jersey to help promote New Jersey industry. The job didn’t have much to do with my curriculum, but they supported some campus research and worked closely with the college on various projects.
The research center had all the workings of a machine shop. There were CNC mills, lathes, injection molding machines, and more. It just looked awesome. I managed to get hired for a job at minimum wage sweeping the shop floor and helping out where I could.
As a curious student, I would ask a million questions of all the machinists and try to do more and more than the usual student employee. John – a talented toolmaker and experienced machinist – took me under his wing and taught me lots of stuff about machining. I started buying tools and building out my toolbox with him for a while, absorbing everything that I could. Next thing I know, they’re handing me prints and I am making parts. A few months down the road the machinists started teaching me programming on a Mazak controller. This went on for a year or so and I just soaked it all in.

Photo Courtesy of: Nueva Precision
Sounds like great experience! Where did you land your first full-time position in manufacturing?
I actually landed my first full-time job at the same manufacturing research center. The center had a CNC machinist programmer resign at the facility, so there was a job opening posted. I went to the director of the center and said I was interested in the position. I knew I had to work a lot to pay my tuition, and if I worked for the university I could get my tuition paid for while also making some real money. The director recommended me for the position, so I interviewed and landed the job. All of a sudden, I had benefits, vacation, real responsibilities, and full-time pay. I flipped my schedule around so I could go to school during nights and work during the day.
I learned so much about machining in my first job because of the unique situation I was in. Companies like Blaser Swisslube, Kennametal, and GibbsCAM were supplying us with product and support to work on process improvements for large New Jersey corporations like BF Goodrich Aerospace, US Can, etc. It progressed to the point where GibbsCAM was actually sending me to seminars to train me on different industry topics to further my education and improve the reports we were outputting.

Photo Courtesy of: Nueva Precision
I was in an amazing position to get all this training and I learned so much in the next 4-5 years. We had equipment like a Fadal 5-Axis CNC Machine and other high tech machines at my disposal, which were very hard to find at the time (mid-1990s). Nobody outside of the most elite machine shops were working in 5-axis, so I had a head start because of this unique job experience.
I actually never finished my degree and instead dove head first into manufacturing. I started my own business on the side and kept working at the research center until 2001 when I left to focus full-time on my new business, Spidertrax Offroad.
Can you tell us more about your experience with Spidertrax Offroad?
Spidertrax Offroad is a manufacturer of drivetrain parts for off-roading vehicles. I started Spidertrax with a partner whom I met in college. The company actually started making our first parts at the research center I was employed at. I asked my boss if I could start making parts off the clock on my own time, and he agreed to let me use the shop. This would have been around 1998, and by 2001 I was ready to take off on my own. My partner and I built that company up to 20 employees, and we were (and they still are) a well-respected brand in the off-roading community.
The hardest part about operating my own business and watching it grow was losing the ability to get out in the shop and actually do what I love, which is making parts. As the business grew, I had to take on more responsibility as a “business man,” and let go of many of the things I enjoyed doing as a machinist. I was very proud of what we had built, but I really wanted to get back to basics. So, in early 2017 I sold my half of Spidertrax Offroad to my partner and took that money to buy the new house and open Nueva Precision, Inc.
What sort of machines and CAM software do you have in your new shop?
Right now for CNC machines I have a 2018 Haas VM3, a 2018 Hass VM2, a 2012 Haas VF2, and a 2012 Haas TL2. I also have an engine lathe, a Bridgeport knee mill, Kaeser screw compressor, which I absolutely love, and a couple of Jet saws.
For software, I still use GibbsCAM. I have been using GibbsCAM since 1996 and have had countless hours of training and experience using it, so I think I’m a lifer.

Photo Courtesy of: Nueva Precision
Outside of tooling, what are some key components of your machining setup that you would recommend to others?
I started Nueva Precision without any sort of probing system in place, and using an umbrella style tool changer. I found out quickly that my time, especially being alone, is worth a lot. I highly recommend getting a solid probing system as well as a side mount tool changer. I added all of that to my VM3 and the effect was immediately noticeable. It is so much more efficient and faster.
Keeping software up-to-date is also key. It can be expensive, but it speaks for itself in just a few months. Any time I invest in technology, it seems to pay off pretty quick.
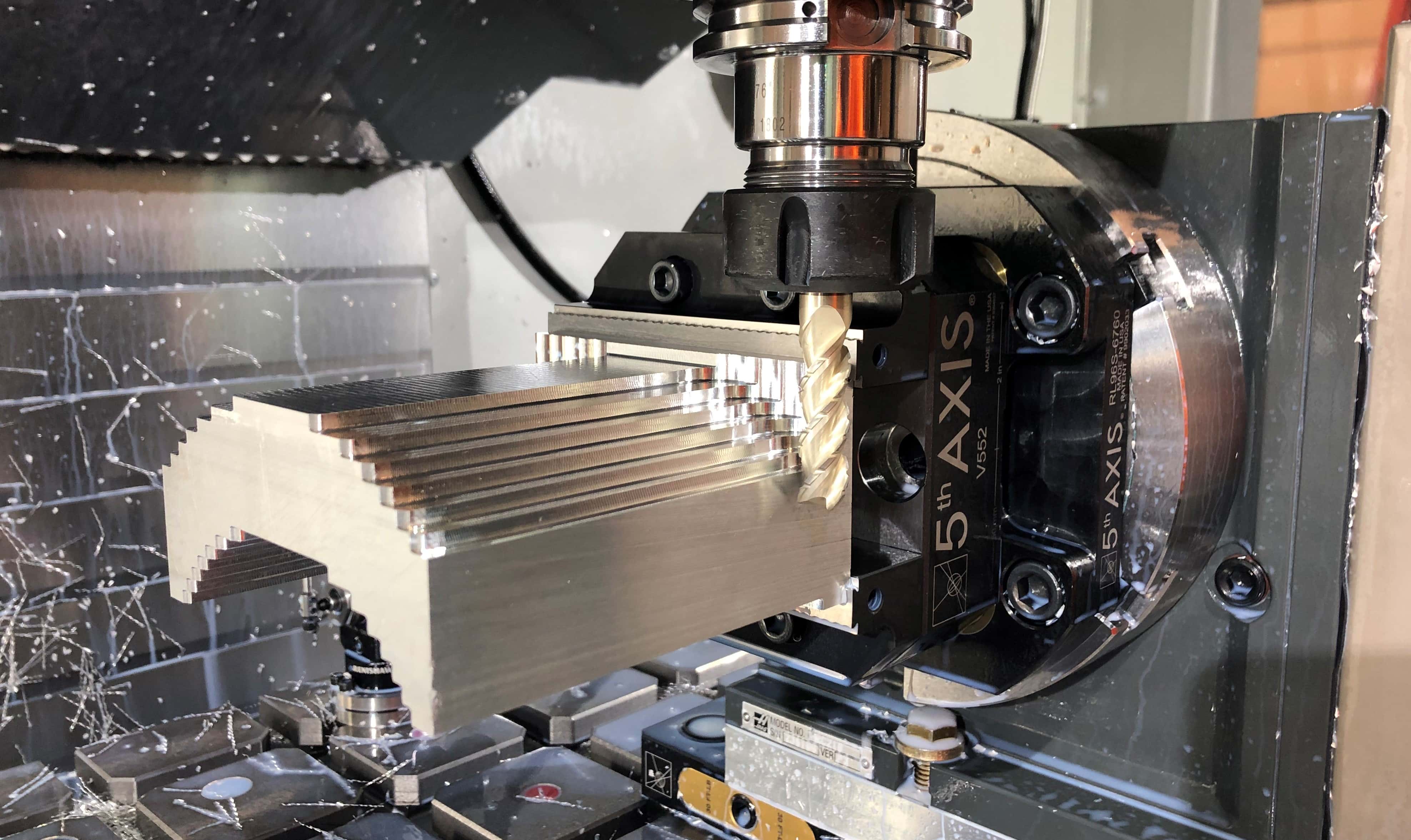
Photo Courtesy of: Nueva Precision
I also feel strongly about having solid workholding. I have a couple of the 5th Axis self-centering vises which are great, and a handful of Kurt vises, as well. I am also a big fan of the MMM-USA guys and their vise jaws and handles. For my shop, flexibility is key because I never know what can come through the door. I don’t do a lot of production work and spend much more time on prototype work, so flexibility is key. Having good quality workholding that I don’t need to worry about lets me swap parts in and out with ease.
As for tool holding, I ran into an issue last year where I was starting to see a lot of tool pullout and was scrapping too many parts as a result of aggressive roughing. I had to find a better solution, and I came across the REGO-FIX PowRgrip system. It might seem expensive compared to other simpler tool holder, but I think the upfront investment isn’t too bad considering the other options in that space. Again, I invested in technology, and immediately saw better results. I currently use the PowRgrip for finishing passes where I need good runout and heavy roughing where there is the highest risk of tool pullout.

Photo Courtesy of: Nueva Precision
You use a lot of Helical’s Reduced Neck end mills. What are some tips or tricks you have learned by using these tools that you could share with others?
My experience with these tools is really new, but I find myself using more and more of them these days. In the beginning, I was afraid of end mills with a longer length of cut singing like crazy in the machine. I started experimenting with the reduced neck tools from Helical and was blown away by the rigidity. The tool pressure remains consistent throughout the part, so you will get the same great results on the top of the part as on the bottom.
I don’t know how many people are currently using them but it makes so much stuff possible. I have gone as large as ¾” diameter with the 5” reach and have never had an issue. Maintaining the low levels of runout is definitely key with these tools, which again comes back to having solid toolholding. Now that I have the REGO-FIX system, I am getting much better runout and plan to start pushing the reduced neck tools even harder.

Photo Courtesy of: Nueva Precision
Most of my reduced neck end mills are the standard style, but the chipbreaker with the reduced neck has been a powerhouse for me as well. No matter what I tried with Helical’s reduced neck tooling, I have had success, so I would recommend the entire line if the situation calls for it. Just be careful with runout and make sure to double check your clearance!
What are some of your key Helical products that you use on a daily basis?
My main workhorse is Helical EDP 29422 – the ½” 45 Degree Chipbreaker for Aluminum. I swear I use that tool every single day across all of my machines. That tool is gold for me; it is night and day compared to standard roughers. It has a long enough flute length to be versatile or aggressive, depending on the situation. It is just a great tool. You will need a good holder for sure to keep it from pulling out when you get aggressive, but again my new software and tool holding helps with that.

Photo Courtesy of: Nueva Precision
Outside of performance, I love getting the smaller chips that the chipbreaker tools create. It is so much easier to clean a machine with small chips than long, stringy ones, which saves me time. I do all my roughing with chipbreakers. If you are making stringy chips while running HEM toolpaths, they can be a major pain to deal with.
My customers love the finish that Helical gives me as well. The wiper flat on the bottom of the H40ALV-3 end mill stands out as one of my favorite features on any of my tools. That tool gets me compliments on the floor finishes of pockets and enclosures all the time. Across the board, tool life and finish has been awesome with my Helical end mills. I currently use the Zplus coating for all my aluminum tools and have no complaints.

Photo Courtesy of: Nueva Precision
This summer I had the privilege of working on some aerospace parts that will be going up into space! Most all parts were being machined from pre-hardened stainless steels and exotic alloys. The Helical 5-flute and 7-flute endmills with the Aplus coating proved to be great tools to have in the arsenal.
What are your “go-to” Harvey Tool products?
For Harvey Tool, I use a lot of the full radius Keyseat Cutters to surface mill areas you can’t get to with a ball nose end mill. This saves me valuable time because I can avoid flipping the part to surface mill both sides by doing it all in one operation with the Keyseat Cutter.

Photo Courtesy of: Nueva Precision
Outside of the keyseats, I use a lot of miniature end mills with reduced shanks and chamfers mills in a variety of angles. I also use lollipops (undercutting end mills) to surface mill parts with hard-to-reach holes.
Overall, being able to look through a single catalog and find tons of options for neck diameters and cutter diameters is what sells me on the Harvey Tool product. It is really neat to have all those different tools available to me in one place – it’s a great catalog.
Would you like to be considered for a future “Featured Customer” blog? Click here to submit your information.






Leave a Reply
Want to join the discussion?Feel free to contribute!