When to and Not to Use Drop Hole Allowance
Dovetail Cutters are cutting tools that create a trapezoidal-type shape, or a dovetail groove, in a part. Due to the form of these tools, special considerations need to be made in order to achieve long tool life and superior results. This is particularly true when machining O-ring grooves, as this operation requires the tool to drop into the part to begin cutting. Using an appropriate tool entry method, specifically understanding when drop hole allowance is (and is not) needed, is important to keep common dovetail mishaps from occurring.
What is a Drop-Hole?
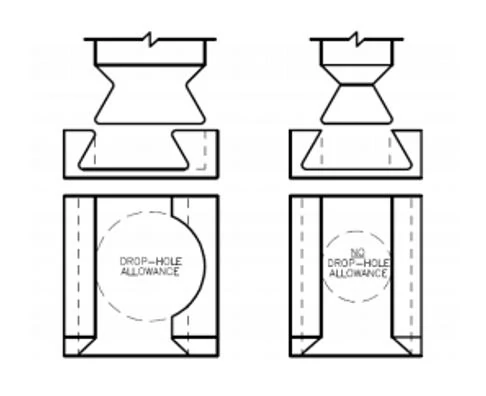
When designing parts featuring O-ring grooves, the consideration of drop-hole allowance is a pivotal first step. A drop-hole is an off-center hole milled during the roughing/slotting operation. This feature allows for a significantly larger, more rigid tool to be used. This is because the cutter no longer has to fit into the slot, but into a hole with a diameter larger than its cutter diameter.
Why consider adding a Drop-Hole?
When compared to tools without drop-hole allowance, tools with drop-hole allowance have a much larger neck diameter-to-cutter diameter ratio. This makes the drop-hole tools far stronger, permitting the tool to take heavy radial depths of cut and fewer step-overs. Using a drop-hole will allow the use of the stronger tool, which will increase production rate and improve tool life.
Machining Operation with Drop-Hole Allowance

A maximum of 4 radial passes per side are needed.
When Not to Drop Hole
Drop-holes are sometimes not permitted in a design due to the added stress concentration point it leaves. Common examples for where a drop-hole would not be allowed include:
- In high pressure applications
- In seals requiring a high reliability
- Where dangerous or hazardous fluids are being used
The issue with drop-hole allowance is that the additional clearance used for tool entry can create a weak spot in the seal, which can then become compromised under certain conditions. Ultimately, drop-hole allowance requires approval from the customer to ensure the application allows for it.
Machining Operation Without Drop-Hole Allowance

A maximum of 20 radial passes per side are needed.
Drop-Hole Placement
When adding a drop-hole to your part, it is important to ensure that the feature is placed correctly to maximize seal integrity. Per the below figure, the drop-hole should be placed off center of the groove, ensuring that only one side of the groove is affected.
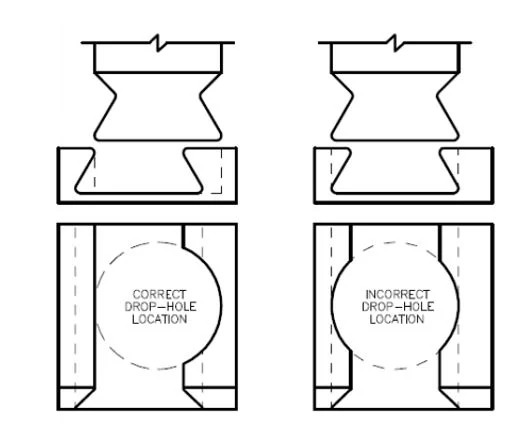
It is also necessary to ensure that drop-hole features are put on the correct side of the groove. Since O-rings are used as a seal between pressures, it is important to have the drop-hole bordering the high pressure zone. As pressure moves from high to low, the O-ring will be forced into the fully supported side, allowing for a proper seal (See image below).
