How to Select a Spindle
When trying to develop efficient processes, many machinists and programmers turn to tool selection first. It is true that tooling can often make a big difference in machining time, and speeds and feeds, but did you know that your machine’s spindle can have an equally impactful effect? The legs of any CNC machine, spindles are comprised of a motor, a taper for holding tools, and a shaft that will hold all of the components together. Often powered by electricity, spindles rotate on an axis which receives its input from the machine’s CNC controller.
Why is Choosing the Right Spindle Important?
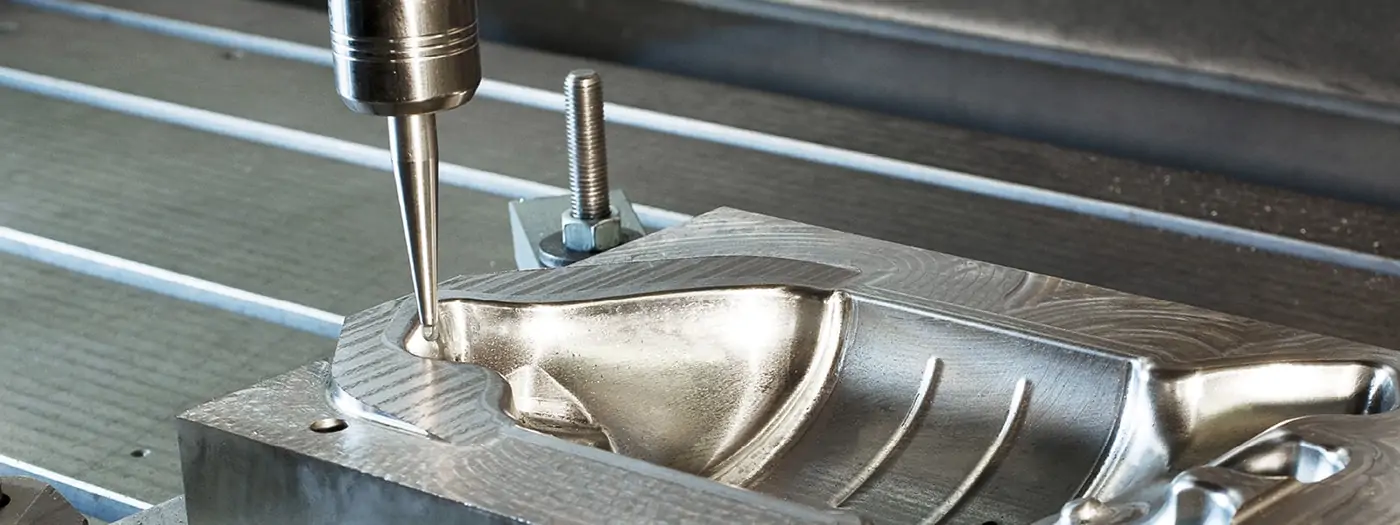
Choosing the right spindle to machine your workpiece with is of very high importance to a successful production run. As tooling options continue to grow, it is important to know what tooling your spindle can utilize. Large diameter tools such as large end mills or face mills typically require slower spindle speeds and take deeper cuts to remove vast amounts of material. These applications require supreme machine rigidity and require a spindle with high torque.
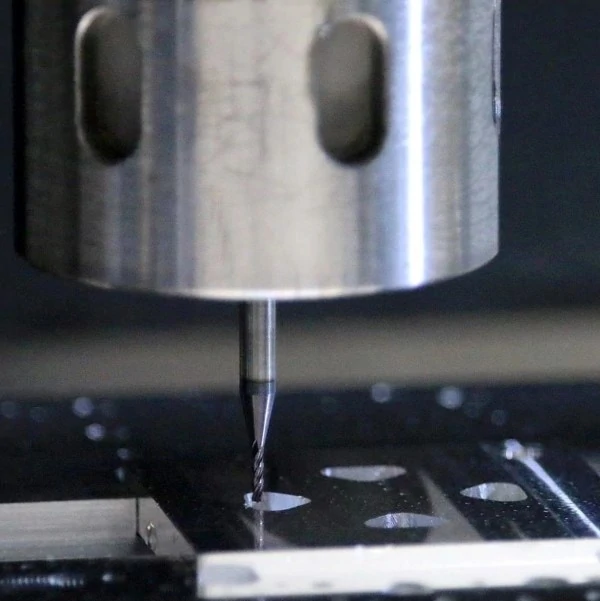
Contrastingly, smaller diameter tools will need a higher-speed spindle. Faster speeds and feeds deliver better surface finishes and are used in a variety of applications. A good rule of thumb is that an end mill that is a half inch or smaller will run well with lower torque.
Types of CNC Spindles
After finding out what you should look for in a spindle, it is time to learn about your different options. Spindles typically vary by the type, style of the taper, or its size. The taper is the conical portion of the tool holder that fits inside of the opening of the spindle. Every spindle is designed to mate with a certain taper style and size.
CAT and BT Holders
This is the most widely utilized holder for milling in the United States. Referred to as “V-flange holders,” both of these styles need a retention knob or pull stud to be secured within the machine spindle. The BT (metric style) is popular overseas.
HSK Holders
This type of holder is a German standard known as “hollow shank taper.” The tapered portion of the holder is much shorter than its counterparts. It also engages the spindle in a different way and does not require a pull stud or retention knob. The HSK holder is utilized to create repeatability and longer tool life – particularly in High Efficiency Milling (HEM) applications.
All of these holders have benefits and limitations including price, accuracy, and availability. The proper selection will depend largely on your application requirements.
Torque vs. Horsepower
Torque is defined as force perpendicular to the axis of rotation across a distance. It is important to have high torque capabilities when using an end mill larger than ½ inch, or when machining a difficult material such as Inconel. Torque will help put power behind the cutting action of the tool.
Horsepower refers to the amount of work being done. Horsepower is important for smaller diameter end mills and easy-to-machine materials like aluminum.
You can think of torque as a tractor: It can’t go very fast, but there is a lot of power behind it. Think of horsepower as a racecar: It can go very fast but cannot pull or push.
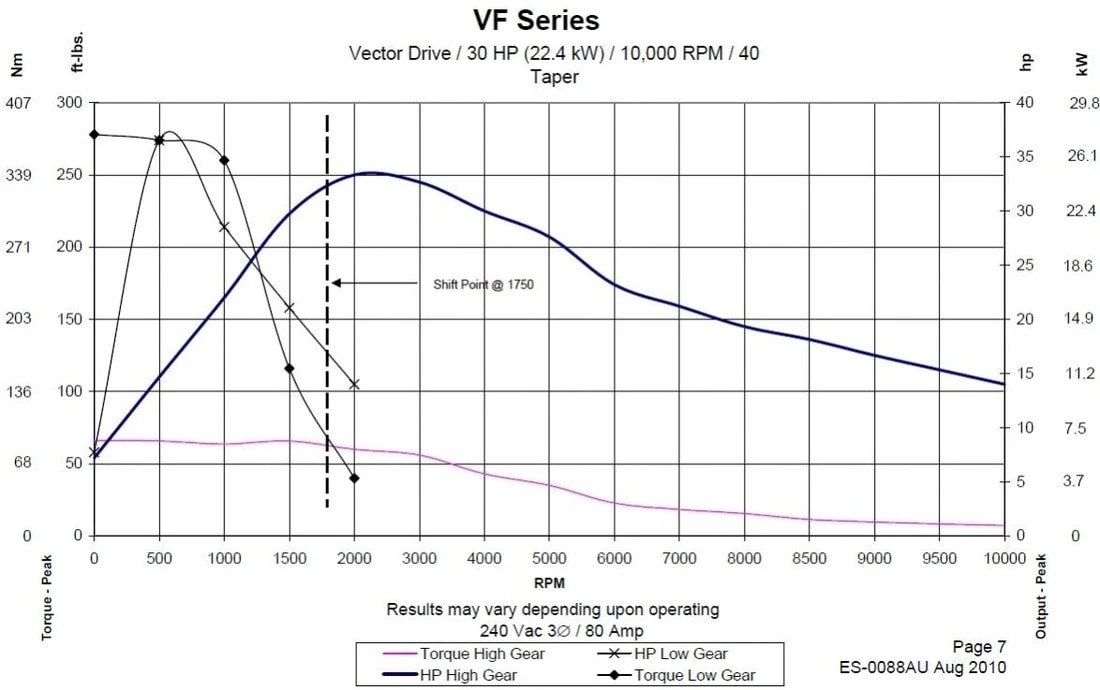
Torque-Horsepower Chart
Every machine and spindle should come with a torque horsepower chart. These charts will help you understand how to maximize your spindle for torque or horsepower, depending on what you need:
Proper Spindle Size
The size of the spindle and shank taper corresponds to the weight and length of the tools being used, as well as the material you are planning to machine. CAT40 is the most commonly used spindle in the United States. These spindles are great for utilizing tools that have a ½ inch diameter end mill or smaller in any material. If you are considering using a 1 inch end mill in a material like Inconel or Titanium, a CAT50 would be a more appropriate choice. The higher the taper angle is, the more torque the spindle is capable of.
While choosing the correct tool for your application is important, choosing a tool your spindle can utilize is paramount to machining success. Knowing the amount of torque required will help machinists save a lot of headaches.






I like that you said that depending on the diameter of the mill is the speed that you are supposed to use to drill. I’m going to have a test next week on CNC machines. I appreciate your help with machines and tools.
Ron,
Better pay attention in class. Your summary of the article shows a major lack of understanding.
As for the article, I didn’t get much out of it. One of these days I will read one of your articles and be able to take something from it. Keep it up.
Hi Jeremy,
We’re sorry to hear that! If there is ever a question you’d like us to explore and cover on In the Loupe, please email us at [email protected].
Thanks!
I thought it was interesting when you explained that smaller diameter tools need a spindle that operates at a higher speed. I’m not too familiar with what these machines are, but I would guess that spindles help with the production of industrial products. Replacing these parts on a regular basis would probably be important in keeping these machines functioning properly.
Companies often purchase machines and therefore spindles, based on an “all around approach.” Contract shops may be machining 4140 this week, stainless next week, and aluminum, once-in-a-while. Machine tool purchasing decision must be based on those parameters and many times there is a balance of need -vs- want for a machine and a spindle, along with the a tool holding stem that will suffice for all general purpose machining. Owners often need to equate – the product line in terms of precision ( mold making & aerospace ) to the machine tool and the spindle, hence complicating and usually escalating machine tool costs even more and quickly. Requirements for materials to be machined, cost of the equipment and the total cost of all machine options must always be considered. When machining aluminum, there is no limit except for the finances available against the number of aluminum parts against complexity of parts against the duration of the program against depreciation; one can see how machine purchase start to get very complex. One more thing with aluminum.. All the spindle speed in the world can’t outrun a slow processor in a controller and chip-load-per-tooth. Having a 25K spindle sounds great (and more expensive) but it’s only useful if the controller can keep pace with the spindle, cheapen out on a machine and a controller and you’re just wasting your expensive spindle/money. So, just more and more complexity to “the right spindle.”