
Octane Workholding – Featured Customer
Located in Danville, Pennsylvania, Octane Workholding has a long history spanning back to 40 years. This family business started in the 1980s, welding farm equipment and doing general repairs. As time went on, Octane Workholding began shifting toward building bespoke equipment. As the equipment became more complex, machining became a larger part of their business, starting with manual machines and working towards CNC machining. They started to realize the amount of knowledge that they would need to learn to master CNC machining. After machining thousands of parts and gaining experience, they learned what tools were needed to succeed as Machinists and started their journey. They developed value-added products for their own use that are now available for everyone and provide educational materials that are aimed at lessening the steep learning curve of this trade.
Octane Workholding has dedicated years to mastering their CNC abilities. We were able to get in touch with Derek Pulsifer, President of Octane Workholding, to discuss how they got started, current business, and so much more!
How did you get started with Octane Workholding?
Basically, I grew up in our family shop but did not start working full time until after college. Things were heavily fabrication-oriented with only a few manual machines. After a few years running manuals myself, it was decided we would go the CNC route. Teaching myself to be a Machinist was often a struggle with no formal training or peers to reference. Being a family machine shop and working alongside Octane Sr., it could be a lot like an episode of Orange County Choppers. Most of what I share today was learned through thousands of hours of researching and learning the hard way.
How did you get from welding farm equipment and doing repairs, to manufacturing workholding setups?
Like many things in life, things progressed and customers’ needs shifted. Our fabrication shop has built a lot of equipment for the food, pharmaceutical, and power generation industries for several years. As we gained more customers, things slowly shifted toward more job shop-oriented work. Jobshop work is a surefire way to gain experience quickly. As a Machinist, there were many times I went in search of a solution for common problems we faced. After finding solutions that didn’t fit us, I designed the products we now make today. Thousands of unique parts and decades of experience later, we knew what shops like us were probably encountering as well. Octane Workholding was created to provide solutions to common machining problems. We continue to offer quote-based work to customers through our machine shop in addition to Octane Workholding. We are Craftsmen.
What machines do you currently have in your shop?
We have several manual machines from the classic 1960’s Bridgeport to heavy-duty Cat50 verticals. The machine I actually began on is an old South Bend lathe. Production sawing, Roll Grooving, Shears, Press Brakes, Waterjet Cutting, Welding, and Rolling machines. We also have various new CNC machinery from lathes to verticals.
What CAM/CAD softwares do you currently use?
I program with both Mastercam and Solidworks. We use Autocad products for 2D applications like Waterjet Cutting. The advent of Fusion 360 has really benefited the industry by bringing affordable software to everyone. I would like to experiment with more CAD/CAM systems to help those who come to us with specific programming questions related to Fusion 360 etc.
What materials are you most often working with?
We primarily work with stainless steel, but no material is too difficult to work with. Materials and SFM are a bit like speed limits on the road, Hastelloy is like a 25 MPH zone, and Aluminum is like the Autobahn. Superalloys require patience and the right recipe.
What sets Octane Workholding apart from the rest of the competition?
I think people appreciate honest companies that actually engage with their customers. Treating every customer with the same respect, no matter the size of their company. Social media has made helping anyone that needs it, a message away. Whether individuals buy our products or not, we believe the whole industry benefits from the freely available educational materials.
Can you talk about the coolest/most interesting project you have worked on?
We do a lot of neat work but one project especially was great to work on. It is also one of the few that can be made public. Making 11.00″ Custom Scissors for the first time. These Scissors quickly became an obsession once work began on them. Programming them was the first step. Machining them without creating time-consuming custom fixtures was the next challenge. Once they were machined the real fun began.
Having never made Scissors or Knives professionally, I knew the next part would be a learning experience. After ordering some fine grit belts for our sanders, the polishing and sharpening had begun. To begin, I went about polishing the handles and rough sharpening to establish a reference edge on the blades.
Having some paper on hand it was time to give them a try. Success, they cut paper! Now for the real test, they were being created to cut plastic bags. Dread started to creep in as the first cut simply folded the bag in half. This was not good. Ok, what is wrong here? These feel razor-sharp, but they are paperweights at this point. Back to the drawing board. After doing some research on the great UK makers continuing this art, a hollow grind seemed like the solution.
What do we have that can do a hollow grind? A small wheel will put a deep radius if brought back to the blade. I have to make a large wheel so the hollow grind can be shallow. I’ve got it, a faceplate adapter mounted to the Old South Bend, some sandpaper glued to the outside should work! So it began, the journey into learning to hollow grind.
After hours of making things worse and worse, I cannot bring the grind from edge to edge smoothly. Some more research and it seems the technique is to “turn the key”. Wow, it feels unnatural but it works! Finally, a successful hollow grind is performed.
Now for the real art of Scissormaking, the Putter- (fine Scissor Craftsmen which I am not) must sharpen and skillfully assemble them. The final act is to bow the blades carefully such that the edges intersect. They must meet perfectly along the length of the blade as they cross.
One more test, they cut the plastic bag as it passed right through it. This was one of the best moments in my career as a Machinist.

What are your current product offerings?
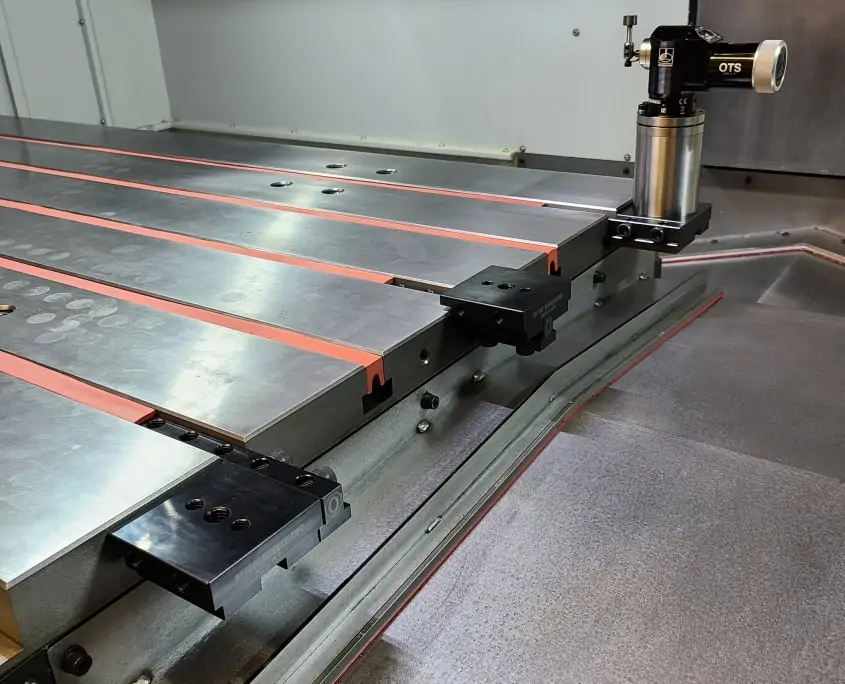
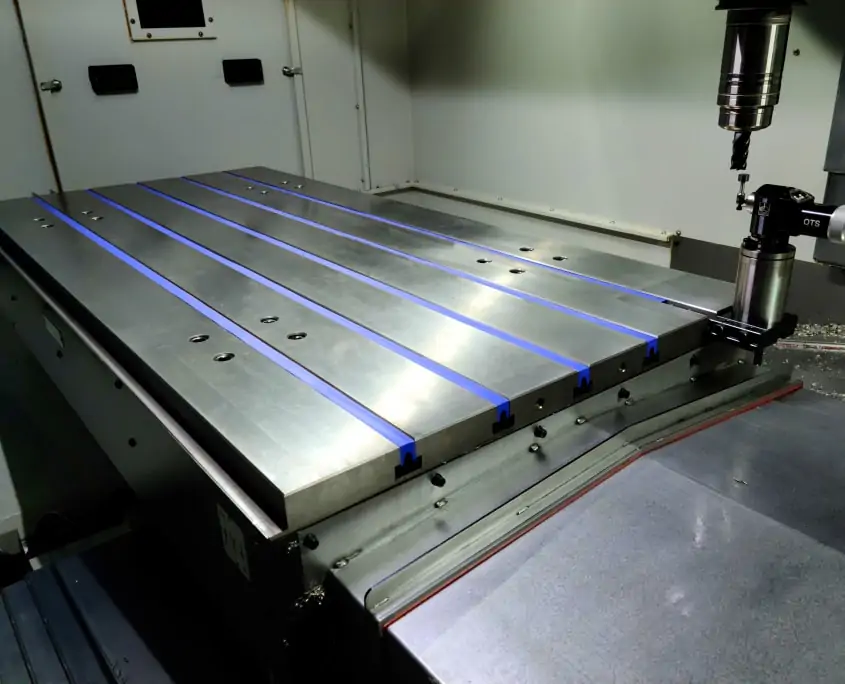
Our best-selling product is our t-slot cover, The Octane Chip Guard. We also currently offer mounts that offset your Renishaw Tool Setter. Table space is a premium for any milling machine. When the Tool Setter is outside the work envelope, additional work holding or parts can be placed.
We also offer a T-Slot Drop in Workstop, our drop in workstops can be added at any time, even when access to the end of the t-slot is blocked. This adds a lot of flexibility to set up parts, especially if you forgot to add them beforehand (has happened more than I care to admit). There are a lot of products waiting to be released, but the demand for our t-slot covers has taken priority for now.
Having machined thousands of parts with unique setups, a product that enabled quick changeovers was essential. Cleaning a t-slot is a job Machinists have dreaded for a very long time. Being silicone, it is extremely easy to trim a piece to fit any setup. Setting up a job for production requires only a few extra minutes to place our t-slot covers. One big problem with vertical machining centers is chip evacuation. Not only does covering the t-slot prevent chips from ever entering the groove, but it actually promotes flushing of every corner of sheet metal. Flood coolant normally is trapped within the grooves, which prevents any chance of the chips being evacuated. Unattended operation is always the goal with any CNC machine, our Chip Guard allows an operator to open the doors to a clean machine. In-process chip fans or automatic washdowns are possible. Safety is also a big issue for any shop. Most Machinists have encountered a chip ricocheting from the t-slots back at their eyes. The color options add a sleek look to any machine. We also offer black for an incognito approach.

Why is high quality tool performance important to you?
Manufacturing is all about process reliability. You may save a few dollars on a tool, but end up paying dividends when said tool fails unexpectedly. A quality tool that increases performance or extends unattended operation, is critical.
Can you talk about a time that Harvey Tool or Helical products really came through and helped you?
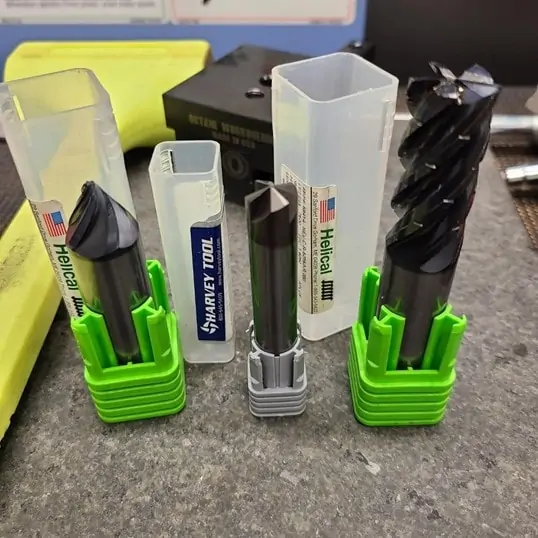
Aside from Harvey having tools available as standard, which would be a custom item for the majority of companies. We buy chamfer mills regularly for finishing bevels. The angle being accurate is paramount for finishing. If the angle is off at all, a step can be felt on the finished face. Being confident that a tool that is programmed to cut a feature is accurate, saves us a lot of time. We also rough some heavy stainless steel beveled rings. The heavy chips accumulate due to the 2.00” length of cut., so the solution to this problem was the following chipbreaker endmill – 5 FLUTE, CORNER RADIUS – CHIPBREAKER ROUGHER, VARIABLE PITCH (APLUS). We are all familiar with the corncob style roughing endmills, which actually create chips that are too small, causing those chips to end up getting into the coolant tank. Helical chipbreaker endmills create a swarf that is the perfect size, as it fits neatly into a container for recycling. The other added benefit is tool life. The bevel rings tend to trap the swarf inside themselves, which can lead to recutting chips that were destroying tool life. The chips were able to be evacuated easily which lead to a 4x’s increase in tool life and a process we could walk away from confidently.
We noticed the education section on your website, not too many companies will add these sections, why do you feel it is important to spread knowledge?
The world saw more technological advancement in 100 years than in all recorded history through manufacturing. While I may not be part of the next great advancement for humanity, perhaps teaching an aspiring Engineer, will lead to one. Providing the tools for brilliant individuals to go out and make an idea a reality, is something we are committed to. Future generations need to understand how critical manufacturing is to our way of life.
If you could give one piece of advice to a new machinist ready to take the #PlungeIntoMachining, what would it be?
Learn cad/cam first. Watching YouTube tutorials and educational content likes ours can help accelerate the learning curve. Becoming proficient as a programmer and designer can lead to higher starting salaries. If you can walk into a shop with some knowledge of programming, you may bypass a lot of the red tape companies might present to a new employee. Machining is often the easiest part, work holding and programming are often the biggest hurdles. Not everything has been invented yet, perhaps your niche will be making ornate pens, flashlights, knives, firearm parts, etc., creative designs are always in demand. Many successful businesses started in a garage with a hobby machine. Designing your own products can lead to a booming business that can sustain your family and eventually your employees’ families.
Is there anything else you would like to share with the In The Loupe community?
We are adding more and more educational material to our website. It’s definitely worth bookmarking for anyone interested in learning more about this trade.
- Speeds and feeds for turning, drilling, surface finish charts, etc.
- Threading data like you would find in the Machinist’s handbook, but easier to find and read.
- Educational articles on topics like quoting, lathe education, mill education etc.
- Fun DIY projects you can make, like a tap follower.
- Programming examples and curriculum are in progress with more information being added.
To learn more about Octane Workholding find their website here. Also, you can follow them on Instagram @octane_workholding.
As Harvey Performance Company’s Digital Marketing Specialist, Guy is responsible for managing all Harvey Performance Company social media platforms, and creates “In the Loupe’s” monthly “Featured Customer” posts






Leave a Reply
Want to join the discussion?Feel free to contribute!