Your Guide to Thin Wall Milling
Milling part features with thin wall characteristics, while also maintaining dimensional accuracy and straightness, can be difficult at best. Although multiple factors contribute, some key components are discussed below and can help to increase your thin wall milling accuracy.
Use Proper Tooling
Necked Tooling
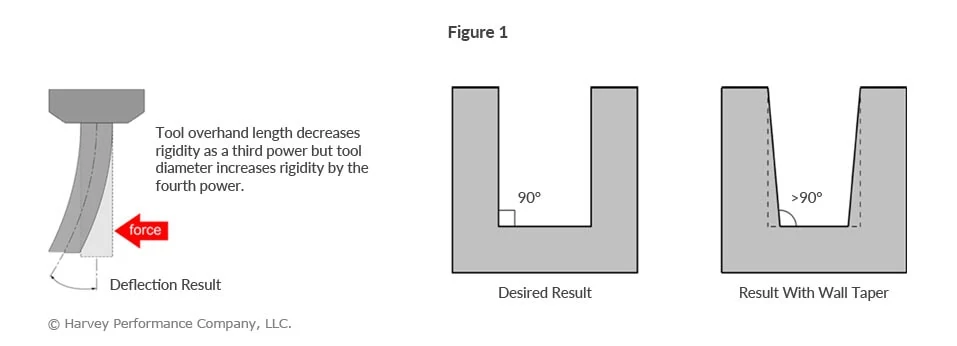
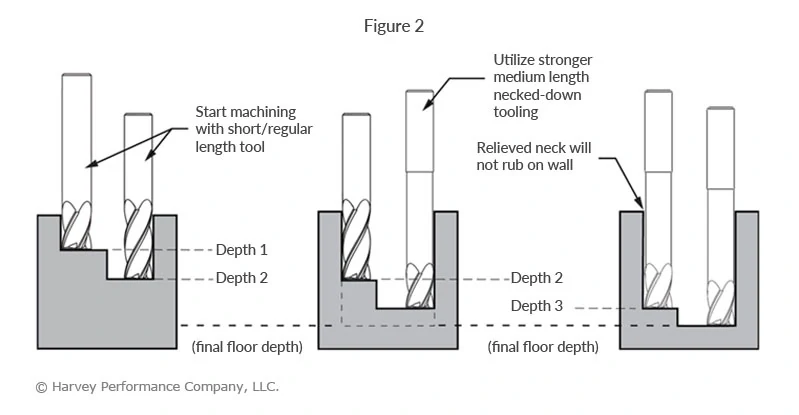
Long length tooling with a long length of cut can spell trouble in thin wall milling situations due to deflection, chatter and breakage. It is essential to keep your tool as strong as possible while maintaining the ability to reach to the desired depth. Necked-down tooling provides added tool strength while also helping you to reach greater than 3x Diameter depths.
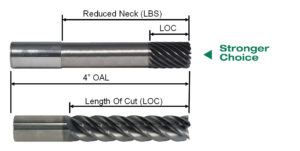
The total extension of an end mill, referred to as length below shank (LBS), represents the dimension that characterizes the necked length of the tool in use. This measurement is taken from the beginning of the necked section to the bottom of the cutting end of the tool. The neck relief serves the purpose of creating room for chip removal and preventing the shank from friction in deep-pocket milling scenarios.
Depth of Cut Selection
Axial Depth of Cut (ADOC)
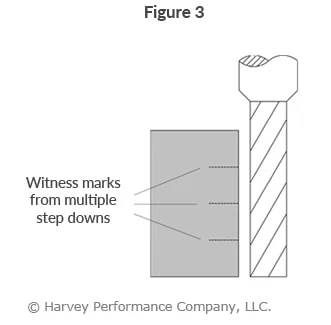
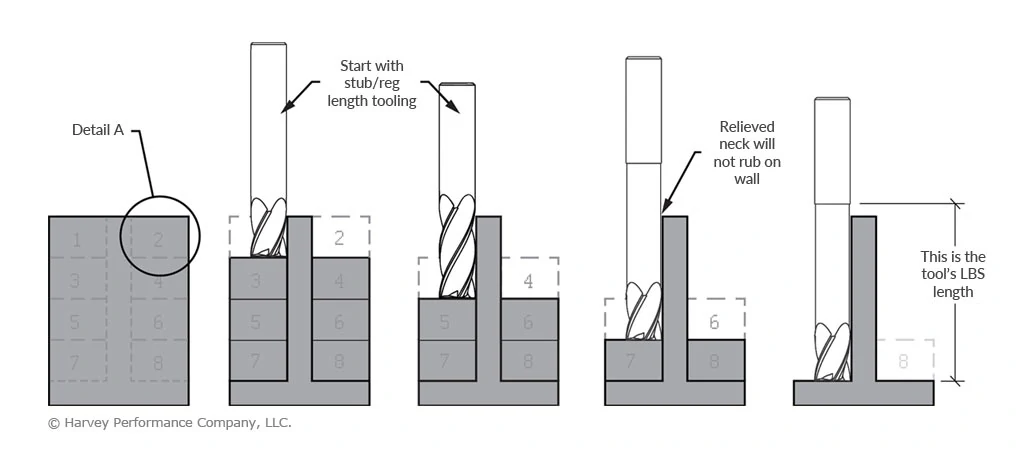
To support the walls during thin wall machining, keep a wide-cross section behind it. We recommend utilizing a “stepped down” approach, which divides the total wall height to manageable depths while working each side of the wall. The Axial Depth of Cut (ADOC) dimension will vary depending on the material (and its hardness) being cut.
Radial Depth of Cut (RDOC)
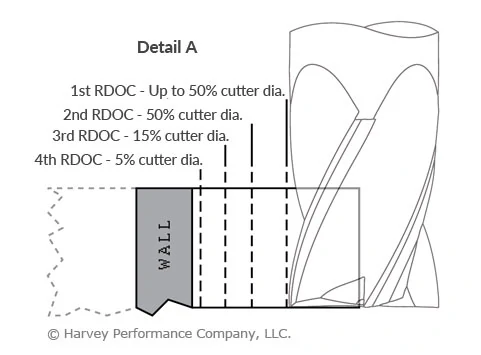
A progressive Radial Depth Of Cut (RDOC) strategy is also important as the thin wall height is increasing. Reducing tool pressure while support stock is disappearing is equally important to keep the thin wall stable.
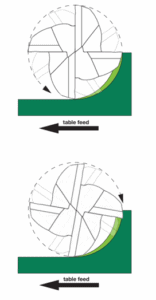
- Detail A represents a 5-step progressive radial approach. The number of passes will depend upon your particular application, material hardness and final wall dimensions.
- This approach helps to keep the pressure off the wall as you make your way towards it. Additionally, it is recommended to alternate sides when using this RDOC strategy.
- The final RDOC passes should be very light to keep wall vibration to a minimum while maximizing your part finish.
Additional Thin Wall Milling Accuracy Tips:
Climb Milling
Climb milling, gaining popularity among machinists seeking efficiency and extended tool life, minimizes heat generation and friction. Chips are ejected behind the cutter, reducing the likelihood of chip recutting. The chip initiates at its widest point and diminishes, leading to the transfer of generated heat into the chip rather than the tool or workpiece. This results in longer tool lifespan, enabling more parts per tool and lessened costs. Additionally, it contributes to a superior part finish by optimizing chip formation at the cutting edge.
Wall Stabilization
Manual vibration dampening and wall stabilization can be achieved by using thermoplastic compounds, or wax, which can be thermally removed.
HEM Toolpaths
The use of HEM toolpaths can optimize tool performance. It is an advanced machining approach which involves combining a low RDOC (Radial Depth of Cut) with a high ADOC (Axial Depth of Cut), along with elevated feed rates. This combination aims to enhance material removal rates and reduce tool wear.
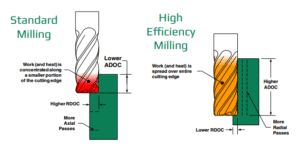
High Efficiency Milling (HEM) varies from conventional milling, where a higher RDOC and lower ADOC are usually recommended. Conventional milling tends to generate concentrated heat in a specific area of the cutting tool, expediting tool wear. Additionally, while conventional milling requires more axial passes, HEM toolpaths involve more radial passes.