This website www.harveyperformance.com/in-the-loupe/category/material-specific/aluminum/ is currently offline. Cloudflare's Always Online™ shows a snapshot of this web page from the Internet Archive's Wayback Machine. To check for the live version, click Refresh.
Non-ferrous and non-metallic materials are not usually considered difficult to machine, and therefore, machinists often overlook the use of tool coatings. But while these materials may not present the same machining difficulties as hardened steels and other ferrous materials, a coating can still vastly improve performance in non-ferrous applications. For instance, materials such as aluminum and graphite can cause machinists headaches because of the difficulty they often create from abrasion. To alleviate these issues in non-ferrous machining applications, a popular coating choice is Helical Solution’s Zplus coating.
What is Helical Solutions’ Zplus Coating?
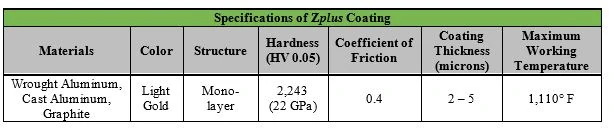
Helical’s Zplus is a Zirconium Nitride-based coating, applied by a Physical Vapor Deposition (PVD) process. This method of coating takes place in a vacuum and forms layers only microns thick onto the properly prepared tool. Zirconium Nitride does not chemically react to a variety of non-ferrous metals, increasing the lubricity of the tool and aiding in chip evacuation.
When Should a Machinist Use Helical Solution’s Zplus?
Working with Abrasive Materials
While Zpluswas created initially for working in aluminum, its hardness level and maximum working temperature of 1,110°F enables it to work well in abrasive forms of other non-ferrous materials, as well. This coating decreases the coefficient of friction between the tool and the part, allowing it to move easier through more abrasive materials. This abrasion resistance decreases the rate of tool wear, prolonging tool life.
Concerns with Efficient Chip Evacuation
One of the primary functions of this coating is to increase the smoothness of the flutes of the tool, which allows for more efficient chip removal. By decreasing the amount of friction between the tool and the material, chips will not stick to the tool, helping to prevent chip packing. The increased lubricity and smoothness provided by the coating allows for a higher level of performance from the cutting tool. Zplus is also recommended for use in softer, gummy alloys, as the smooth surface encourages maximum lubricity within the material – this decreases the likelihood of those gummier chips sticking to the tool while machining.
Large Production Runs
Uncoated tools can work well in many forms of non-ferrous applications. However, to get a genuinely cost-effective tool for your job, the proper coating is highly recommended. Large production runs are known for putting a lot of wear and tear on tools due to their increased use, and by utilizing an appropriate coating, there can be a significant improvement in the tools working life.
When is Zplus Coating Not Beneficial to My Application?
Finishing Applications
When your parts finish is vital to its final application, a machinist may want to consider going with an uncoated tool. As with any coating, ZrN will leave a very minor rounded edge on the tip of the cutting edge. The best finish often requires an extremely sharp tool, and an uncoated tool will have a sharper cutting edge than its coated version.
https://www.harveyperformance.com/wp-content/uploads/2019/04/Feature-Image-Zplus-Coatings-IMG.jpg5251400Harvey Performance Companyhttp://www.harveyperformance.com/wp-content/uploads/2018/08/Logo_HarveyPerformanceCompany-4.pngHarvey Performance Company2019-04-01 03:17:542023-10-24 10:53:44What to Know About Helical Solution’s Zplus Coating
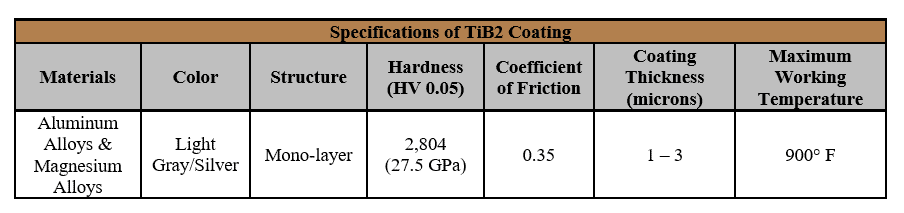
Aluminum and magnesium alloys are common materials found in machine shops worldwide, and are known as an “easier” material to machine. However, machinists can still experience hiccups while machining this material if they are not prepared with the proper tooling.. When working with aluminum and magnesium alloys, it is important to choose a coating that will work to extend your tool’s life and aid in the removal of chips. A popular choice for this material bucket is Harvey Tool’s TiB2 coating.
Harvey Tool’s TiB2 coating is a Titanium Diboride, ceramic-based coating that provides superb erosion resistance during machining. TiB2 is added to a tool by a method called Physical Vapor Deposition (PVD), which is conducted in a vacuum where particles are vaporized and applied onto a surface, forming thin layers of material onto the properly-prepped tool. This method enables the coating to be corrosion and tarnish resistant.
TiB2 is identified in Harvey Tool’s product catalog with a “-C8” following the sku number. It can be found offered in Harvey Tool’s lines of Variable Helix End Mills for Aluminum Alloys and Miniature High Performance Drills for Aluminum Alloys.
When Should a Machinist Use TiB2 Coating?
Chip Evacuation Concerns
TiB2 has an extremely low affinity to aluminum, which helps with the chip evacuation process. Simply, chips of a material are able to evacuate through chip valleys easier if they don’t have a high affinity to the coating being used. TiB2 coating does not chemically react with aluminum and magnesium, which allows for smoother chip evacuation, as the chips do not stick to the coating and create issues such as chip packing. This is a common machining mishap that can cause both part and tool damage, quickly derailing a machining operation. By using a coating that increases the lubricity of the tool, chips will not have a surface to stick to and will more smoothly evacuate from the flutes of the tool.
Large Production Runs
While an uncoated tool may work fine in some applications, not all applications can succeed without a tool coating. When working with large production runs where the tools need to hold up through the process of machining large numbers of parts, using a coating is always recommended because they extend the life of your tool.
When is TiB2 Coating Not Beneficial to My Application?
Extremely Abrasive Materials
During the PVD coating process, tools can reach a temperature in excess of 500° F, which can cause the toughness of the carbide to drop slightly. This process does not normally compromise the performance of the tool due to the coating being placed over the carbide. The coating then protects the slightly weakened edge and increases tool performance in recommended materials. Micro-fractures only start appearing when the tool is being run incredibly fast through highly abrasive materials, leading to a decrease in the life of the tool.
Extremely Soft Materials
The coating, while only a few microns thick at most, still provides an ever-so-slight rounded edge to the cutting edge of the tools it is placed on. It is important to take this into consideration, as using the sharpest tools possible when working with materials such as soft plastics is recommended. The sharpest edge possible decreases the likelihood of any “pushing” that might occur on the material and increases the likelihood of proper “shearing” when machining.
When Finish Is Vital
If your part’s finish is imperative to the final product, an uncoated tool may work better for your application. A coating, like stated above, creates a microscopic rounded surface to the cutting edge of the tool. When running tools at finishing speeds and feeds in materials like aluminum, a sharp edge can create the difference between a finished part that does – or does not – pass final inspection.
https://www.harveyperformance.com/wp-content/uploads/2019/03/Feature-Image-TiB2-Coatings-IMG-1.jpg5251400Harvey Performance Companyhttp://www.harveyperformance.com/wp-content/uploads/2018/08/Logo_HarveyPerformanceCompany-4.pngHarvey Performance Company2019-03-08 09:14:352023-10-24 10:54:05What to Know About Harvey Tool’s TiB2 Coating
Aluminum is one of the most commonly machined materials, as most forms of the material feature excellent machinability, and is thus a commonly used material in manufacturing. Because of this, the competition for aluminum machining can be intense. Understanding the basics behind tool selection, running parameters, and advanced milling techniques for aluminum can help machinists earn a competitive advantage.
Material Properties
Aluminum is a highly formable, workable, lightweight material. Parts made from this material can be found in nearly every industry. Additionally, Aluminum has become a popular choice for prototypes due to its low-cost and flexibility.
Aluminum is available in two basic forms: Cast and Wrought. Wrought Aluminum is typically stronger, more expensive, and contains a lower percentage of outside elements in its alloys. Wrought Aluminum is also more heat-resistant than Cast and has a higher level of machinability.
Cast Aluminum has less tensile strength but with a higher flexibility. It costs less, and has higher percentages of outside elements (silicon, magnesium, etc.) in its alloys, making it more abrasive than Wrought.
There are a few coating options available for Aluminum tooling, including the popular gold-colored ZrN (Zirconium Nitride) and the lesser known but highly effective TiB2 (Titanium Diboride). Uncoated tooling can also provide solid machining performance. However, the real key to high performance machining in Aluminum is knowing the proper flute count and helix angle required for your operation.
Flute Count
End mills for aluminum are often available in either 2 flute or 3 flute styles. With higher flute counts, it would become difficult to evacuate chips effectively at the high speeds at which you can run in aluminum. This is because aluminum alloys leave a large chip, and chip valleys become smaller with each additional flute on an end mill.
Traditionally, 2 flute end mills have been the preferred choice for Aluminum. However, 3 flute end mills have proven to be more successful in many finishing operations, and with the right parameters they can also work successfully as roughers. While much of the debate between 2 and 3 flute end mills for Aluminum boils down to personal preference, the operation, rigidity, and desired material removal rates can also have an effect on tool selection.
Helix Angles
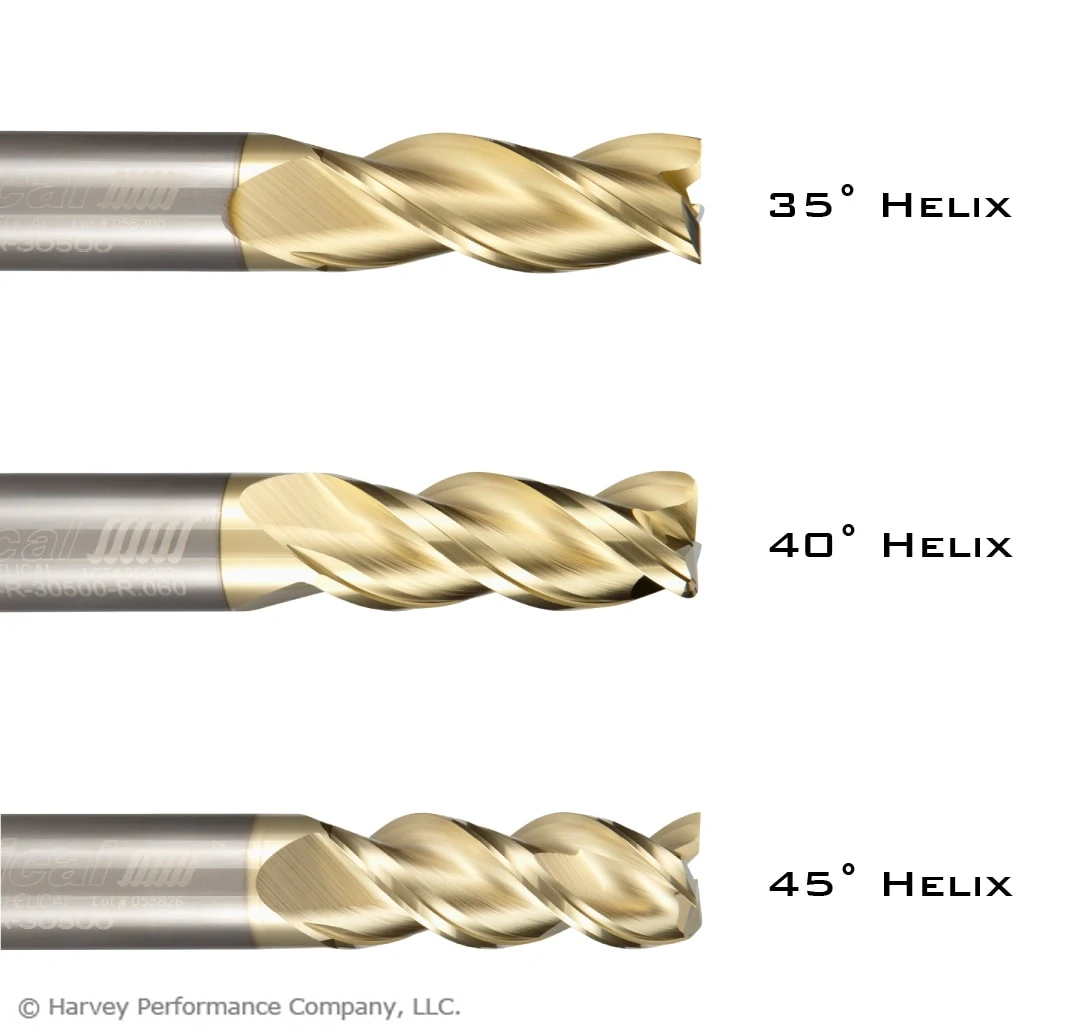
The helix angle of a tool is measured by the angle formed between the centerline of the tool and a straight line tangent along the cutting edge. Cutting tools for aluminum typically feature higher helix angles than standard end mills. Specialized helix angles for Aluminum are typically either 35°, 40°, or 45°. Variable helix tools are also available and make a great choice for reducing chatter and harmonics while also increasing material removal rates.
A helix angle of 35° or 40° is a good choice for traditional roughing and slotting applications. A 45° helix angle is the preferred choice for finishing, but also for High Efficiency Milling toolpaths as the high helix angle wraps around the tool faster and makes for a more aggressive cut.
Tooling Options
When machining aluminum, standard 2 or 3 flute tools will often get the job done. However, for certain applications and machine setups there are some more tooling options to consider for even better performance.
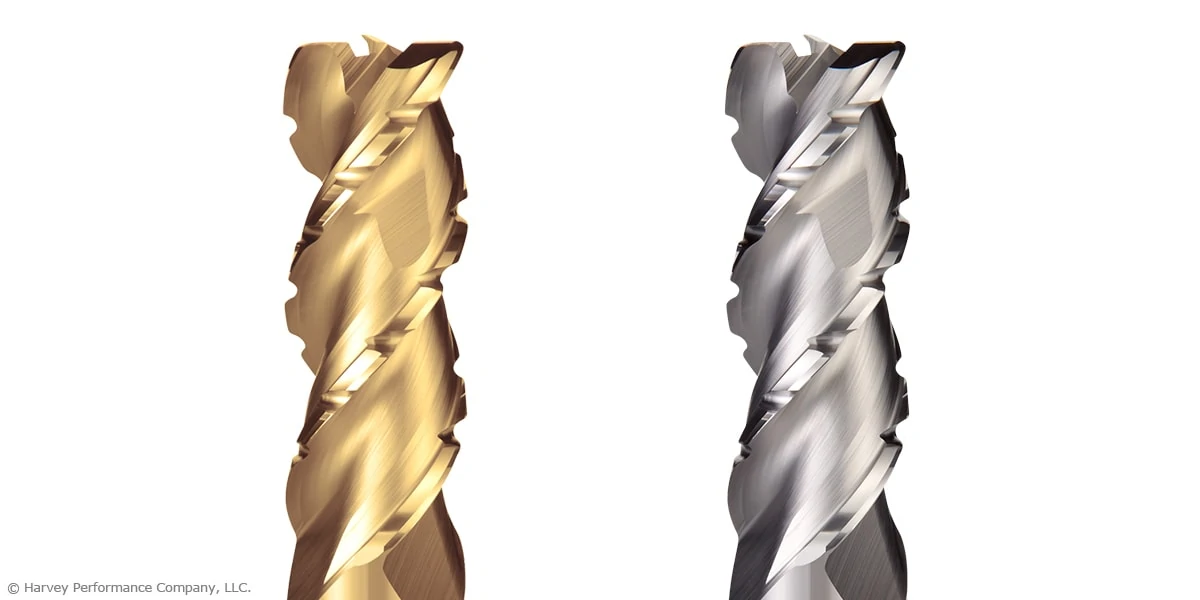
Chipbreaker Tooling
One of the most important things to consider when machining aluminum (and many other materials) is effective chip evacuation. Standard 2-3 flute end mills running at recommended speeds and feeds and proper chip loads can evacuate chips fairly well. However, 3 flute chipbreaker tooling can run at increased speed and feed rates for even better performance. The unique offset chip breaker geometry creates smaller chips for optimal evacuation while still leaving a semi-finished surface.
These tools are excellent for more advanced toolpaths like High Efficiency Milling, which is another important tool for a successful aluminum machining experience.
High Balance End Mills
High balance end mills are designed to significantly increase performance in highly balanced machining centers capable of elevated RPMs and feed rates. These tools are precision balanced specifically for high velocity machining in aluminum (up to 33,000 RPM).
Helical Solutions offers high balance tooling in standard 2 flute styles, as well as coolant-through 3 flute styles for reduced heat, enhanced chip evacuation, and increased material removal rates. These tools, like the chipbreakers, are also an excellent choice for High Efficiency Milling toolpaths.
Running Parameters
Setting the right parameters for aluminum applications is vital to optimizing productivity and achieving better machining results. Since aluminum is an easier material to machine, pushing your machine to its limits and getting the most out of your tool is vital to stay ahead of the competition and keep winning business.
While there are many factors that go into the parameters for every job, there are some general guidelines to follow when machining aluminum. For cast aluminum alloys (i.e. 308, 356, 380), a surface footage of 500-1000 SFM is recommended, with RPMs varying based on cutter diameter. The basic calculation to find a starting point for RPMs would be (3.82 x SFM) / Diameter.
In wrought aluminum alloys (i.e. 2024, 6061, 7075), a surface footage of 800-1500 SFM is recommended, with the same calculation being used to find a starting point for RPMs.
High Efficiency Milling
High Efficiency Milling, commonly known as HEM, is a strategy that is rapidly gaining popularity in the manufacturing industry. Many CAM programs are now including HEM toolpaths, and while virtually any machine can perform HEM, the CNC controller must feature a fast processor to keep up with the additional lines of code. A great example of High Efficiency Milling toolpaths in Aluminum can be seen below.
At its core, HEM is a roughing technique that utilizes a low Radial Depth of Cut (RDOC) and a high Axial Depth of Cut (ADOC) to take full advantage of the cutting edge of the tool. To learn more about how High Efficiency Milling can increase your efficiency, extend your tool life to keep costs down, and get greater performance for aluminum (and other materials), click here to download the HEM Guidebook.
In Summary
Aluminum is a versatile material with a high level of machinability, but it should not be overlooked. Understanding the best ways to tackle it is important for achieving the desired results. Optimizing your tool crib, machine setups, and toolpaths for aluminum is essential to stay ahead of the competition and make your shop more efficient.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it.Ok