10 CNC Drill Geometries Every Machinist Must Know
A CNC drill has many different features and geometries that directly impact the tool’s performance, productivity, and tool life in the specific material it’s machining. It is important to understand the different geometries of a drill to ensure you’re not only recognizing how they affect an application, but also which geometries you should be looking for when selecting your next drill.
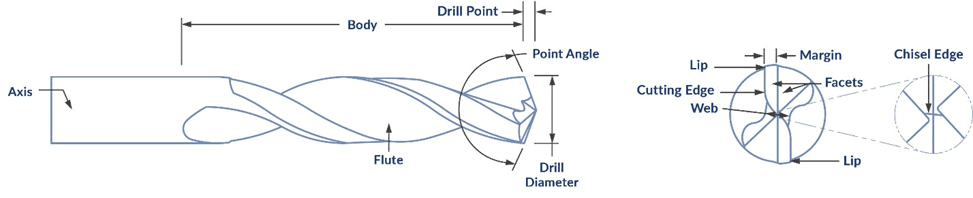
1. Point Angle
This drill geometry refers to the angle of the cutting edge of the drill. As the point angle increases on a drill, the radial forces decrease, making the angle size a huge factor in what type of material the drill is optimized for and what types of applications should be run. The smaller the point angle, the better it will perform in through hole applications. This is because the smaller angle reduces the axial forces, allowing less of the chip to be pushed out and more cutting to occur.
118° & 120° Point Angle
Many machinists opt for this angle when machining soft gummy materials.
135° Point Angle
This point angle size is an excellent choice for machining aluminum and stainless steels.
140° Point Angle
This larger point angle size is great for machining steels.
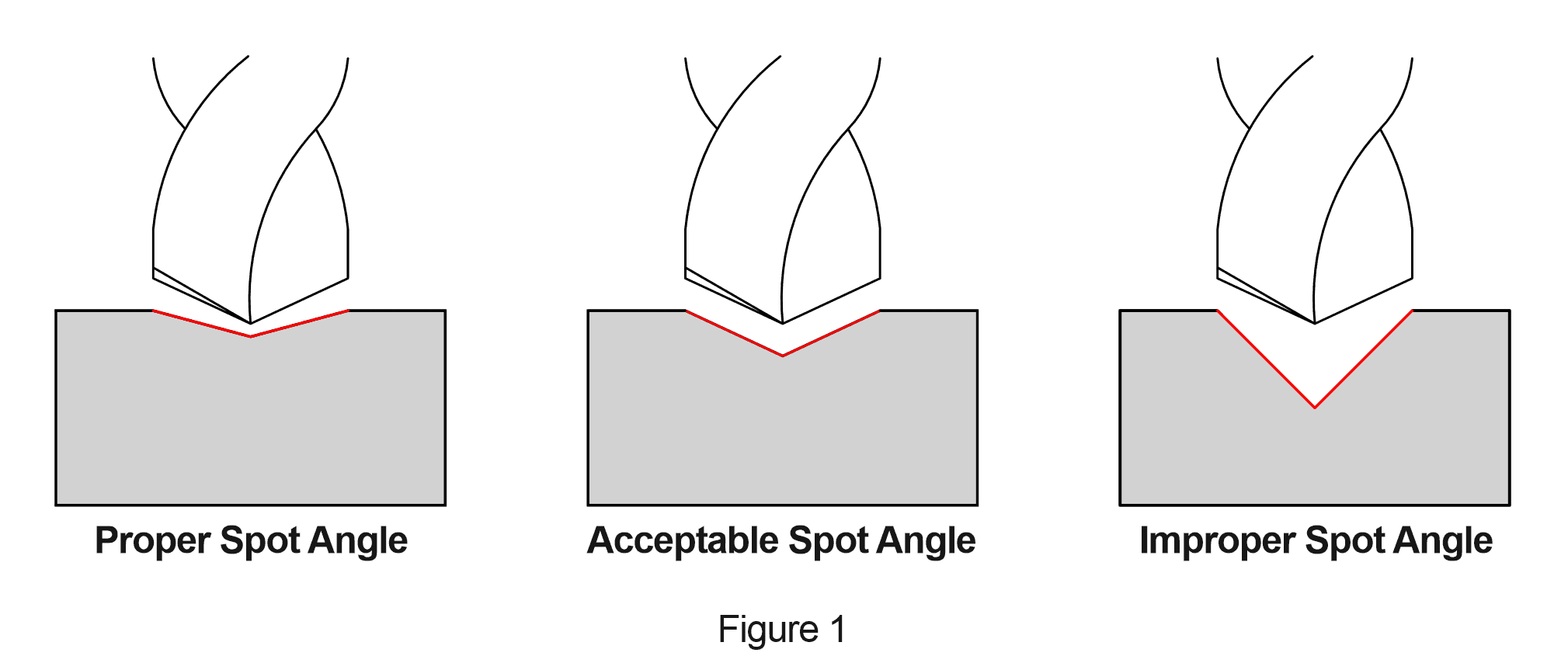
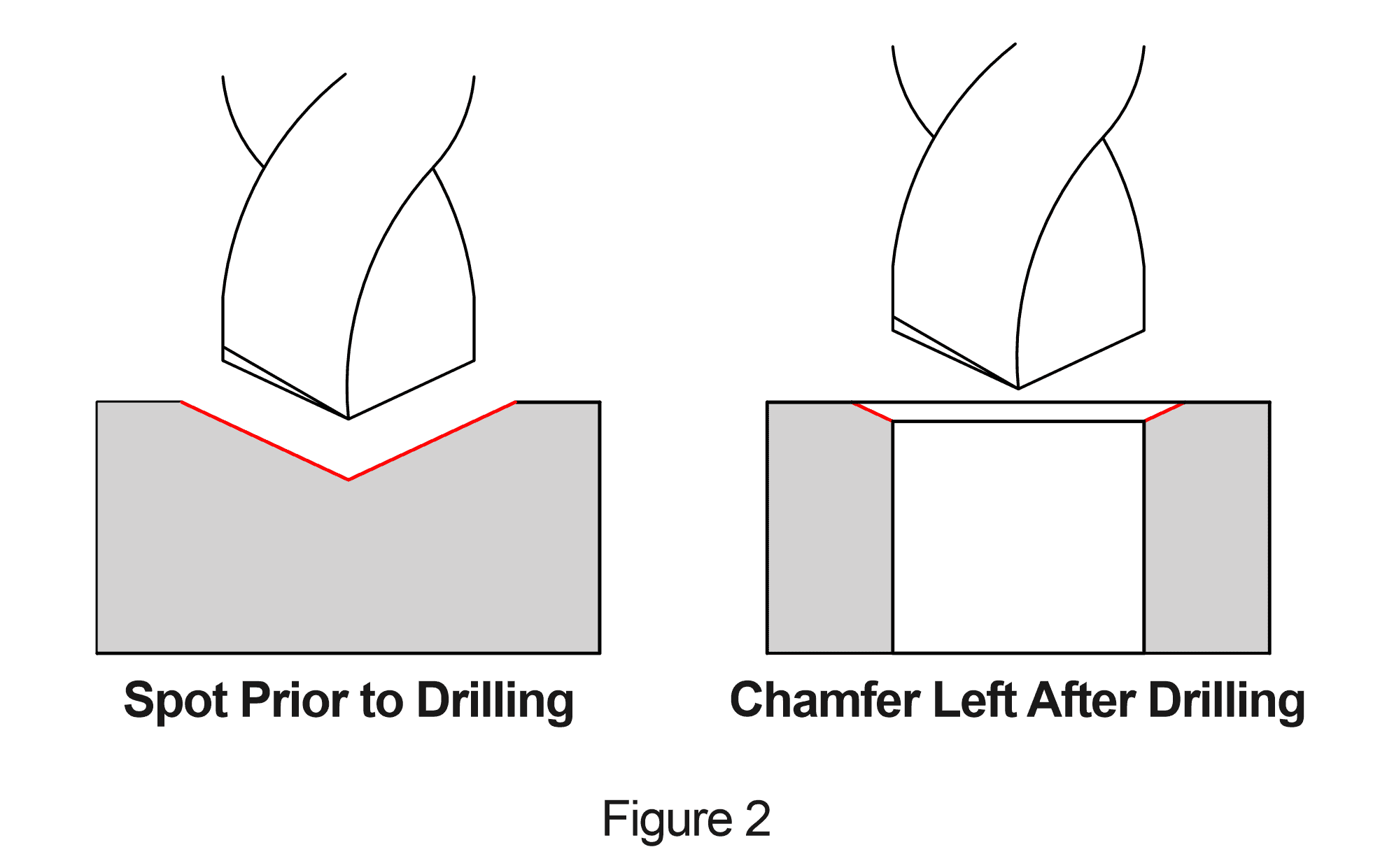
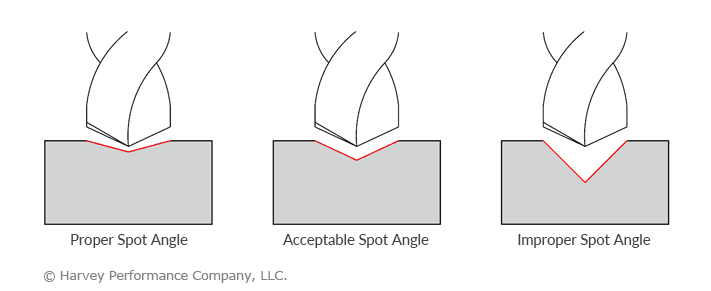
150° Point Angle
Large angles are often used for spot drilling applications, but the optimal spot drill angle is determined by the size of the angle of the final drill being used. Selecting the proper spot drill is essential to eliminating the chance of drill walking and ensuring a more accurate final product. Learn which spot angle should be used for your next drilling job in this in-depth guide.
2. Chisel and Cutting Edges
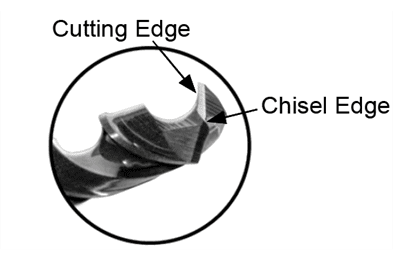
Although the chisel edge of a CNC drill does not provide any cutting action, it is responsible for the centering of the drill, as it extrudes the material towards the cutting edges. The cutting edges are then able to start the process of producing chips, which then travel up the flutes of the drill.
3. Flutes
The most recognizable part of a drill is its flutes. They are the deep grooves that allow for chip evacuation to occur. When one thinks of a drill, they are likely imagining a spiral flute drill. These spiral flutes complement the point angle, chisel edge, and the cutting edges. They work like an elevator system to lift the chips out of the hole, allowing them to provide excellent chip evacuation. They work great in most material types and provide good hole quality.

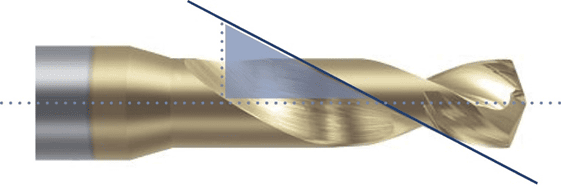
4. Helix Angle
The helix angle is the angle formed by the leading edge of the land with a plane containing the axis of the drill. The main function of the helix angle is to transfer the chips out of the hole and a specific angle is relevant to the type of material that is being machined in and the particular application being run.
Low Helix
A low helix of 12° – 22° is recommended for materials like cast iron, brass, and hardened steels. In these “short chipping” materials, the chips move more freely, and the coolant provides enough assistance to properly evacuate the chips out of the hole.
Medium Helix
The most widely used helix angles are medium as they provide optimal chip evacuation and strength to the drill. Medium helix angles range from 28° – 32° and are recommended for any general purpose drilling applications.
High Helix
A high helix angle of 34° – 38° is recommended for long chipping material such as softer non-ferrous materials like brass, aluminum, and plastics. Drills with a high helix are also beneficial in deep hole applications as the chips can evacuate more easily.
5. Web Thickness (Core)
The web is the core section of the drill body, which connects the two flutes. The thickness of the web determines the torsional strength of a drill. A drill with a larger web diameter will have more torsional strength than a drill with a smaller web diameter.
The proper web thickness is determined by the material type to be machined. Long chipping materials will require a drill with a smaller web thickness to provide adequate clearance for chip removal. When drilling short chipping materials such as cast iron, the drill web can be increased for additional strength.
6. Corner Chamfer
A corner chamfer or radius is often added to eliminate the sharp edge at the intersection of the flutes and the outside diameter of a drill. This helps to eliminate material breakout when exiting a hole, while also helping to reduce the size of the entrance and exit burrs. This feature is also widely known to significantly extend tool life.
7. Drill Margin
Margin(s) are the surfaces along the outer diameter of the drill which provide stability to the hole as they support the radial forces that are directed radially by the drill point.

Size of Drill Margin
The size of the margin will determine the overall quality of the hole. Wide marginswill stabilize the drill better, hold a tighter hole diameter tolerance, and improve the circularity of the hole. Narrow margins reduce friction and heat, eliminate work hardening, mitigate built-up edge, and provide better tool life.
Number of Drill Margins
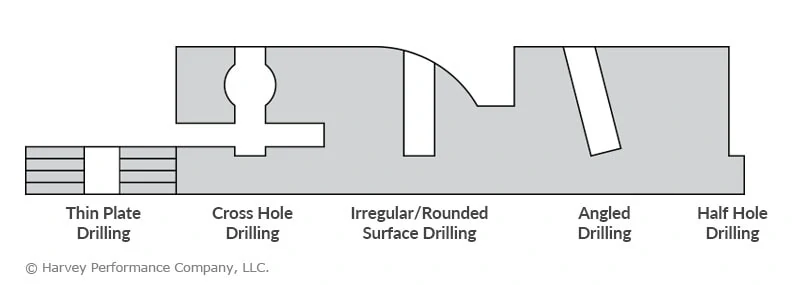
The number of margins on a drill is usually determined by the type of hole being machined. Single margin drills are very common in non-interrupted holes. Double or triple margin drills are common in interrupted or intersecting holes. The more margins there are, the better the guidance is to help the drill stay straight through interrupted cuts, cross holes, and irregular or angled surfaces on exit. While adding margins does provide these benefits for irregular style cuts, they also increase friction, which causes the drill to produce more heat. This causes wear to be accelerated, reducing the life of the tool.
8. Land of a Drill
The land is the outer portion of the body of the drill between two adjacent flutes. Land width will determine how much torsional force a drill can withstand before catastrophic failure. The smaller the land is, the more chip space there is, producing less torsional strength. The larger the land is, the less chip space there is, providing more torsional strength.

9. Coolant-Through Channels

Not only do coolant-through channels offer any drilling application a multitude of benefits, but they are also highly recommended for hole depths that exceed 4XD (4 times diameter). Coolant-Through Drills allow for higher speed and feed rate capabilities, increased lubricity, better chip control, improved surface finish, and enhanced tool life.
10. Shank
The shank is a very important yet overlooked drill geometry as it is the drive mechanism and is what is mounted into a Tool Holder. It is essential that the shank is held to proper diameter tolerance and considerations are being made depending on the holder being used. For example, a shank with an h6 tolerance is essential when a shrink fit style tool holder is being used.
Learning the different geometries of a CNC drill can greatly assist you in ensuring you are selecting the right drill for your next job, while understanding the functions of these features will allow you to trouble shoot any potential machining hiccups you may encounter in your future CNC drilling applications.