Aspex CNC – Featured Customer
Featured Image Courtesy of Aspex Cnc
Aspex CNC is a CNC machine shop based out of Poway, California. They offer prototype turning and milling, as well as production level machining. Their quick turnaround times and premium quality have garnered them some serious recognition in the manufacturing industry. Aspex CNC is just one of the four businesses that Gary Colle Jr. currently owns, but they are an essential part of his business ecosystem, creating parts for the other three product-based companies while also offering machining services to outside customers.
We talked to Gary about his unique experiences in the industry, his thoughts on 5 axis machining, his advice for trying High Efficiency Milling, and more!
Tell us a bit about how you got started in machining, your businesses, and how Aspex CNC was formed.
It is a bit of an interesting story. I got started in manufacturing because my father designed, developed, and manufactured one of the first lines of Wheelchair Accessible Vehicle lifts, which allow people in wheelchairs to easily get in and out of their vehicles. The company was called GoldenBoy Mobility and is still one of the four business I currently own and operate today.
At a young age, I was working in my father’s shop, answering phones and doing odd jobs as young as the age of 10. When I got to high school, I worked after school and during the summers in a more hands-on position, welding parts, cutting up cars, and helping on the shop floor. This really inspired my love for metalworking at a young age.

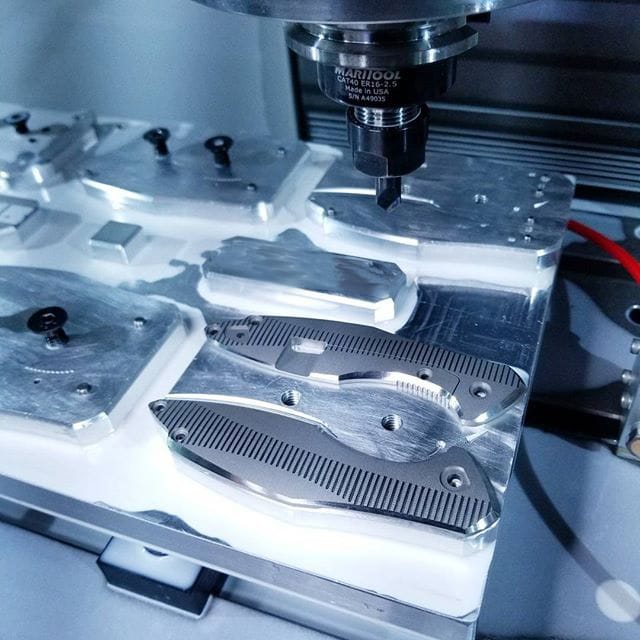
Photo Courtesy of: Aspex CNC
My dad used to let me mess around in the shop at night, so I started welding my own parts and trying to learn as much as I could. One day, someone came in and asked if I could create a “tuna tower” (an accessory for wakeboarding/water skiing) for their boat. I relented at first, but eventually gave in and welded all the parts together for him. After I made that one, word got around that I could create these at night. I started to advertise a little bit locally, and people started ordering more and more. That summer, I ended up making 50 of these towers and got noticed by a couple of big distributors. Scaling up like that made it necessary to outsource some of our parts to local machine shops, which is where I discovered machining. I had very little prior knowledge of machining, but once I stepped into my first machine shop, I was blown away.
As that business grew even larger (now known as DBG Concepts), I needed more parts and needed them faster. We outgrew the local shops and purchased our first machine, a Fadal 4020 CNC Mill, from a local machine salesman, who also helped teach me the ropes. I learned a lot in those first 6 months about machining.
Business kept ramping up, and my father eventually retired and I took over GoldenBoy Mobility. With all the extra parts we needed, we kept machining things in-house, and buying more mills. Eventually, machining became an even larger part of the business than either DBG Concepts or GoldenBoy Mobility, so we formed Aspex CNC to move our machining out of the product line and more into prototype work and production machining for other business. We still machine most of the parts for DBG and GoldenBoy in-house, but we are doing much more for outside sources than we used to.
What sort of machines do you use in your shop?
Right now, we are a Haas-only shop. We currently have eight Haas machines in our shop. Our lineup consists of a couple of lathes (ST10 and ST30), a Super Mini Mill, and five CNC Mills (VF2SS, VF2SSYT, VF4SS, VF5SS, and UMC750SS), with another UMC750 on the way!

Photo Courtesy of: Aspex CNC
Which materials do you most often work with in your shop?
We work with a lot of the common materials, 6061/7075 Aluminum, 1018/1045 Steel, 303/304/17-4ph Stainless, as well as plastics like Acetal, UHMW, HDPE, and PVC.
How has your experience been with 5 axis machining?
If you don’t keep up with technology, you won’t be able to keep up with business, so learning multi-axis machining was a no-brainer for us. We first started with a Haas HRT210 4th axis rotary, and began to play with that. Over the next two years, we learned everything we could about multi-axis machining and made the decision to upgrade to a 5 axis machine. We actually went to IMTS that year to talk to manufacturers and find the perfect machine for us and ended up sticking with Haas because of their support platform and educational resources.
5 axis can be hard, but there are a lot of tools out there (HSM Works from Autodesk being one) that can help you learn. It does require a little more upfront work and discipline, but it eliminates a lot of setup time, creates new opportunities for our shop, and has been really good for us from a business standpoint. A big part of our business is machining one-off parts, so the 5 axis machine allows for a faster turnaround time for those odd shapes and sizes we come across.

Photo Courtesy of: Aspex CNC
You are very active on social media promoting your business. How has the online machinist community helped your business?
Honestly, even though it can become a bit of a distraction at times, using social media to share our work and partner up with companies like Harvey Tool and Helical has been a lot of fun. We are still young in the social media space, so we haven’t seen a massive impact yet, but the best is yet to come. We have received a few bites here and there which has led to work, but as with everything, it takes some time. We expect a lot of growth this year as we work on more really neat projects and continue to get our name out there. As we grow, the opportunities are going to come.

Photo Courtesy of: Aspex CNC
What are some of the coolest projects you have ever worked on?
Unfortunately, we can’t talk about most of the work we do, due to customer confidentiality, but we did just do a project for the State of California building a training vehicle for their driver’s education program. We designed and built a dual steering system that gave the driver’s trainer a second steering wheel on the passenger side of the car to be used during training. Another job we just finished up was some parts for the new Raiders football stadium in Las Vegas. They contacted us in a pinch and needed them in two days, and we made it happen. It is pretty cool to know you played a part in a huge project like that.
Aspex CNC also does a lot of work with racing/off-road vehicle companies, often machining parts for the chassis and suspension components. We have worked on projects for companies like Scarbo Performance, ID Designs, TSCO Racing and a whole list of others.
You can only use one machine for the rest of your life. Do you go with a CNC Milling machine or the Lathe?
I would hate to have to choose between them, but it is 100% the CNC Mill. I love ripping around with end mills and working with the 5 axis machines. It is mind blowing what these things are capable of.
Why is manufacturing products in America important to you?
Growing up in the industry which I did while working under my father (building wheelchair accessible vehicles), we had a lot of customers who were veterans coming back from Vietnam or Desert Storm who had been injured overseas and needed extra accommodations, which we could provide for them. The veterans I have worked with made me so patriotic with their stories and courage. We also get to work on a lot of projects with the US Department of Veteran’s Affairs, which is putting money back into the American economy by supporting companies like ours and contracting us to make these vehicles. It only makes sense that we employ more people here and avoid sending things overseas to support those who have supported us.

Photo Courtesy of: Aspex CNC
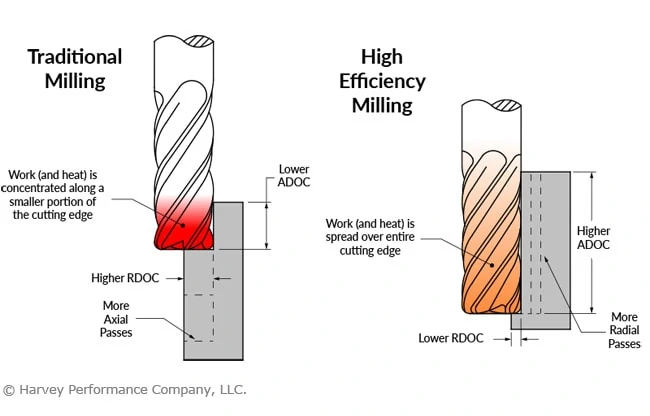
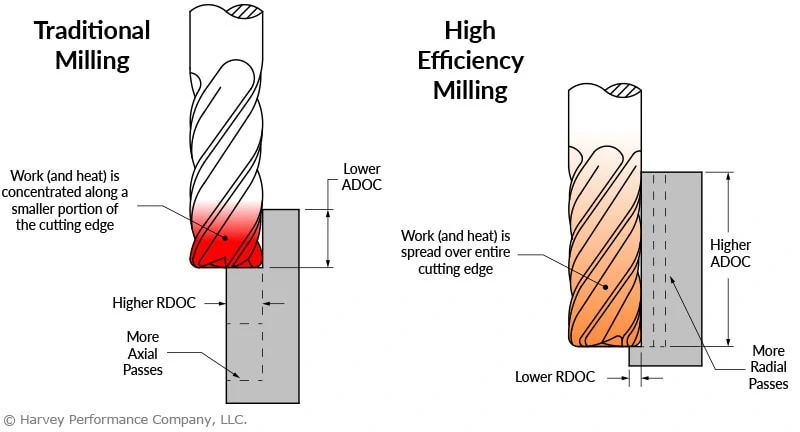
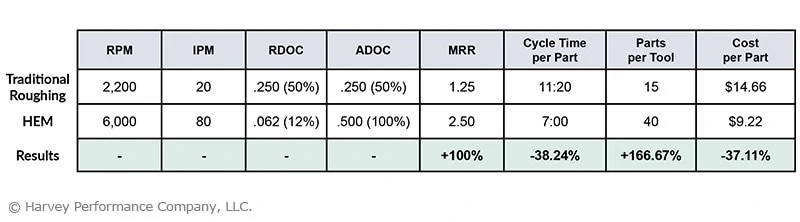
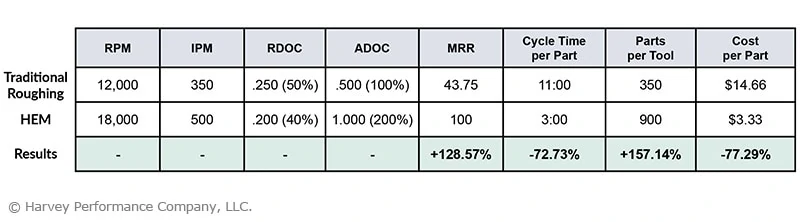
Do you utilize High Efficiency Milling (HEM) techniques in your shop? What advice do you have for those who are getting started with HEM?
Absolutely, all the time!
The biggest thing is listening to your tool manufacturer for recommendations and then cut those in half to start. From there, work your way up until you are comfortable. Just because the tool can handle it doesn’t necessarily mean your machine, work holding and or set up can, so I would advise people to walk before you run when it comes to HEM.
If you could give one piece of advice to a new machinist ready to take the #PlungeIntoMachining, what would it be?
Be conservative and establish good habits from the start. You can get more aggressive as your career starts to take off, but don’t run out and try to run the biggest and baddest machines on day one and try to cut corners. You need to learn what is behind machining; you can get easily lost in all the technology that is available, but you need to understand the core science behind it first. Take it slow, because if you go too fast, you might miss something important along the way.
Is there anything else you would like to share with the In The Loupe community?
The best thing is building relationships with companies like Haas, Harvey Tool, and Helical. Not only do they provide great service and support for you, but it quickly becomes a mutually beneficial relationship. As we give feedback to the tool and machine manufacturers, and even our metal supplier, it helps them improve their products, which in turn allows our shop to increase our production and efficiency.
Also, having a good team with good people makes all the difference. No matter how many machines you have and how automated you get, you still need good people on your side. I would put my guys up against any other machine shop out there in terms of skill, and it is a big part of what has made our business so successful.

Photo Courtesy of: Aspex CNC
Would you like to be considered for a future “Featured Customer” blog? Click here to submit your information.