TROUBLESHOOTING TIPS
IN THE LOUPE- Your Source for Machining Solutions
![]()
![]()
| Refresh | This website www.harveyperformance.com/in-the-loupe/troubleshooting-tips/ is currently offline. Cloudflare's Always Online™ shows a snapshot of this web page from the Internet Archive's Wayback Machine. To check for the live version, click Refresh. |

IN THE LOUPE- Your Source for Machining Solutions
![]()
![]()

Using Finite Element Analysis (FEA) simulations by Third Wave Systems’ AdvantEdge CAE product, we tested different end mill corner geometries to compare their effects on both the tool and the workpiece. We studied and compared four 4 flute tools with either a 0.010” or 0.030” radius or chamfer. All tools were tested in 304 stainless […]

Drilling an ultra-precise hole can be tough. Material behavior, surface irregularities, and drill point geometry can all be factors leading to inaccurate holes. A Spot Drill, if used properly, will eliminate the chance of drill walking and will help to ensure a more accurate final product. Choosing a Spot Drill Ideally, the center of a […]

With the launch of the new Helical Solutions website, Harvey Performance Company is proud to introduce a new way to order Helical cutting tools. Now, users of our new website are able to send a “shopping cart” of Helical tools they’re interested in directly to their distributor to place an order, or share it with […]

The days of modeling your tools in CAM are coming to an end. Harvey Performance Company has partnered with Autodesk to provide comprehensive Harvey Tool and Helical Solutions tool libraries to Fusion 360 and Autodesk HSM users. Now, users can access 3D models of every Harvey and Helical tool with a quick download and a […]

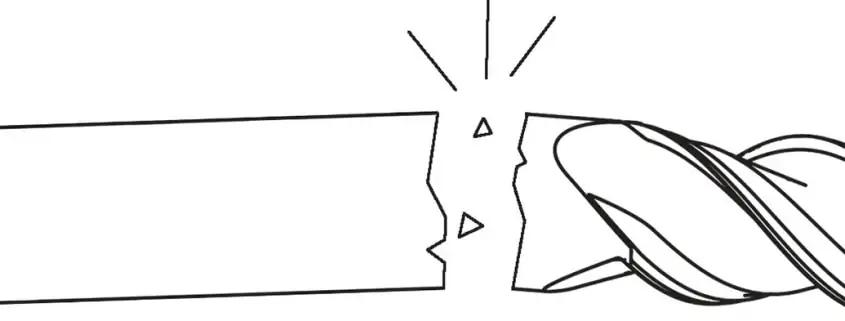
What is Tool Deflection? Every machinist must be aware of tool deflection, as too much deflection can lead to catastrophic failure in the tool or workpiece. Deflection is the displacement of an object under a load causing curvature and/or fracture. For Example: When looking at a diving board at rest without the pressure of a […]

5 Ways Your Shop is Inefficient In today’s ultracompetitive industry, every machine shop seeks even the slightest edge to gain an advantage on their competition and boost their bottom line. However, what many machinists don’t know is that improving their shop’s efficiency might be easier than they thought. The following five ways your shop is […]
Avoid these 8 notorious end mill killers to extend your tool life and save money.

Coolant in purpose is widely understood – it’s used to temper high temperatures common during machining, and aid in chip evacuation. However, there are several types and styles, each with its own benefits and drawbacks. Knowing which cnc coolant – or if any – is appropriate for your job can help to boost your shop’s […]

What is Chatter in Machining? Cutting tools undergo a great deal of force during the machining process, which cause vibrations – also known as chatter or harmonics. Avoiding these vibrations entirely is not possible, though minimizing them is pivotal for machining success. Vibrations become damaging when proper machining steps are not followed. This leads to […]

What Is Work Hardening Work hardening is often an unintentional part of the machining process, where the cutting tool generates enough heat in one area to harden the workpiece. It results in plastic deformation which alters the physical structure of the metal being machined. This altered structure affects the machinability of the chosen metal and […]

What is Chipbreaker Tooling? Chipbreaker End Mills feature unique notch profiles, creating a serrated cutting edge. These dividers break otherwise long, stringy chips into small, easily-managed swarf that can be cleanly evacuated from the part. But why is a chipbreaker necessary for some jobs, and not others? How does the geometry of this unique tool […]
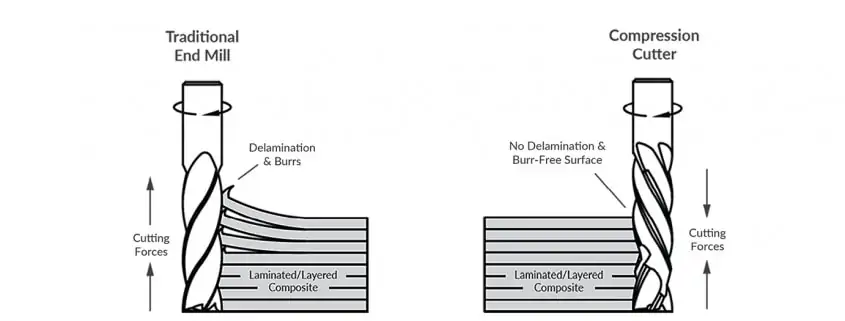
Composites are a group of materials made up of at least two unique constituents that, when combined, produce mechanical and physical properties favorable for a wide array of applications. These materials usually contain a binding ingredient, known as a matrix, filled with particles or fibers called reinforcements. Composites have become increasingly popular in the Aerospace, […]

Each tool holder style has its own unique properties that must be considered prior to beginning a machining operation. A secure machine-to-tool connection will result in a more profitable shop, as a poor connection can cause tool runout, pull-out, scrapped parts, damaged tools, and exhausted shop resources. An understanding of tool holders, shank features, and […]

Tool runout is a given in any machine shop, and can never be 100% avoided. Thus, it is important to establish an acceptable level of runout for any project, and stay within that range to optimize productivity and prolong tool life. Smaller runout levels are always better, but choice of machine and tool holder, stick-out, […]
The following is just one of several blog posts relevant to High Efficiency Milling. To achieve a full understanding of this popular machining method, view any of the additional HEM posts below! Introduction to High Efficiency Milling I High Speed Machining vs. HEM I How to Combat Chip Thinning I Diving into Depth of Cut I […]
The following is just one of several blog posts relevant to High Efficiency Milling. To achieve a full understanding of this popular machining method, view any of the additional HEM posts below! Introduction to High Efficiency Milling I High Speed Machining vs. HEM I How to Combat Chip Thinning I How to Avoid 4 Major Types […]
In today’s manufacturing industry, the reach necessary for many complex parts is pushing the boundaries of plausibility. Deep cavities and complex side milling operations are typical to the mold, tool, and die industry but are also quite common in many machining applications requiring angled walls. Fortunately, many long reach applications include angled walls extending into […]
Understanding Corner Engagement During the milling process, and especially during corner engagement, tools undergo significant variations in cutting forces. One common and difficult situation is when a cutting tool experiences an “inside corner” condition. This is where the tool’s engagement angle significantly increases, potentially resulting in poor performance. Challenges of Corner Engagement Engaging corners improperly […]

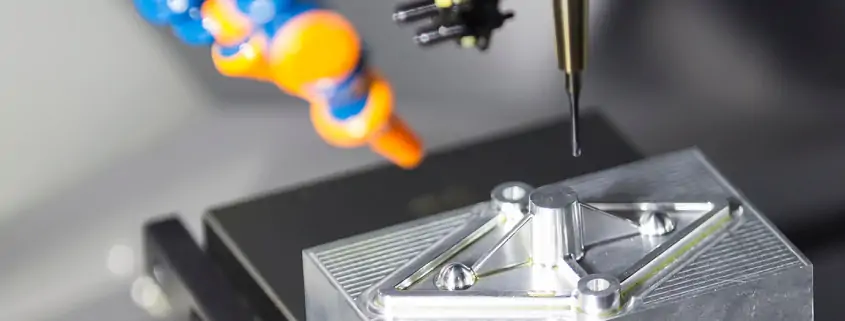
While they are specialty tools, dovetail style cutters have a broad range of applications. Dovetails are typically used to cut O-ring grooves in fluid and pressure devices, industrial slides and detailed undercutting work.

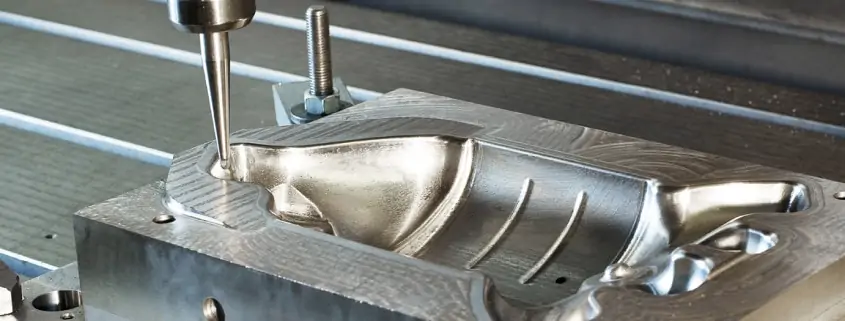
Finishing cuts are used to complete a part, achieving its final dimensions within tolerance and its required surface finish. Most often an aesthetic demand and frequently a print specification, surface finish can lead to a scrapped part if requirements are not met. Meeting finish requirements in-machine has become a major point of improvement in manufacturing, as avoiding hand-finishing can significantly reduce costs and cycle times.

Many challenges can arise when machining different types of plastics. In the ever changing plastics industry, considerations for workholding, the melting point of your material, and any burrs that may potentially be created on the piece need to be examined prior to selecting a tool. Choosing the correct tool for your job and material is […]

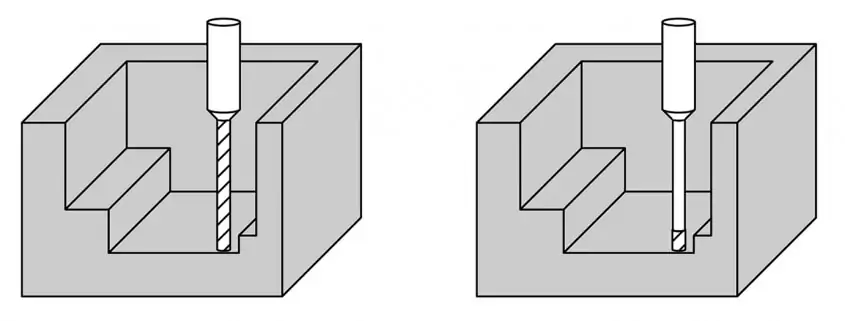
Milling part features with thin wall characteristics, while also maintaining dimensional accuracy and straightness, can be difficult at best. Although multiple factors contribute, some key components are discussed below and can help to increase your thin wall milling accuracy. Use Proper Tooling Necked Tooling Long length tooling with a long length of cut can spell […]
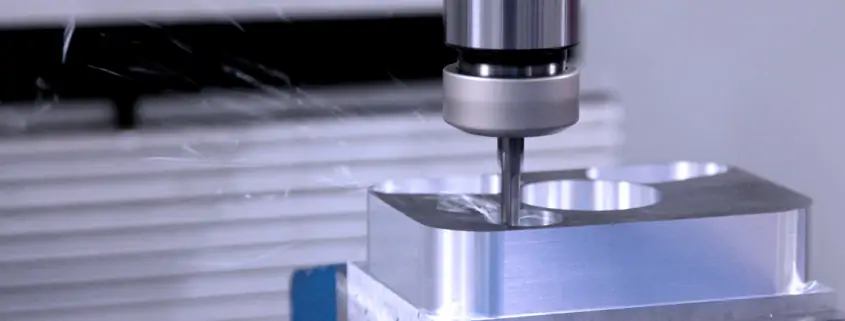
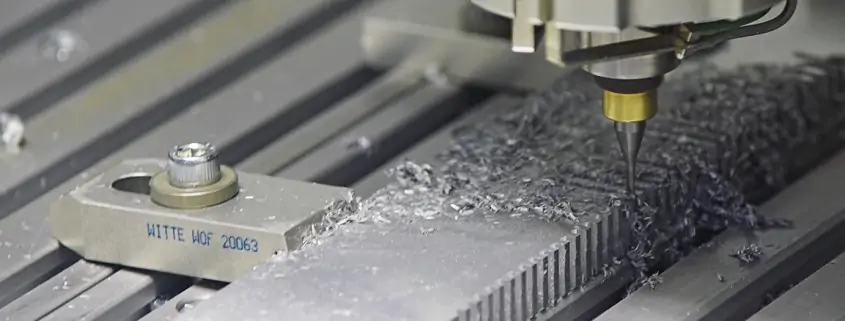
Deep cavity milling is a common yet demanding milling operation. In this style, the tool has a large amount of overhang – or how far a cutting tool is sticking out from its tool holder. The most common challenges of deep cavity milling include tool deflection, chip evacuation, and tool reach. Avoid Tool Deflection Excess […]