Understanding Key Qualities in Micro 100’s Offering of Micro-Quik Quick Change Tool Holders
Did you know that, along with supplying the machining industry with premier turning tools, Micro 100 also fully stocks tool holders for its proprietary Micro-Quik Quick Change Tool Holder System? In fact, Micro 100’s Spring 2021 Product Catalog introduced new “headless” style tool holders, which are revolutionizing the machine setup process for turning operations.
This “In the Loupe” guide is designed to provide you with insight for navigating Micro 100’s offering, and to help you select the optimal holder style for your operation.

Understanding Micro 100’s Micro-Quik
Micro 100’s Micro-Quik is unlike any other tool change system you may have seen from other tool manufacturers because of its incredible axial and radial repeatability and its ease of use. This foolproof system delivers impressive repeatability, tip-to-tip consistency, and part-to-part accuracy, all the while resulting in tool changes that are 90 % faster than conventional methods.
In all, a tool change that would regularly take more than 5 minutes is accomplished in fewer than 30 seconds.
Micro 100 Quick Change Tool Holder Selection
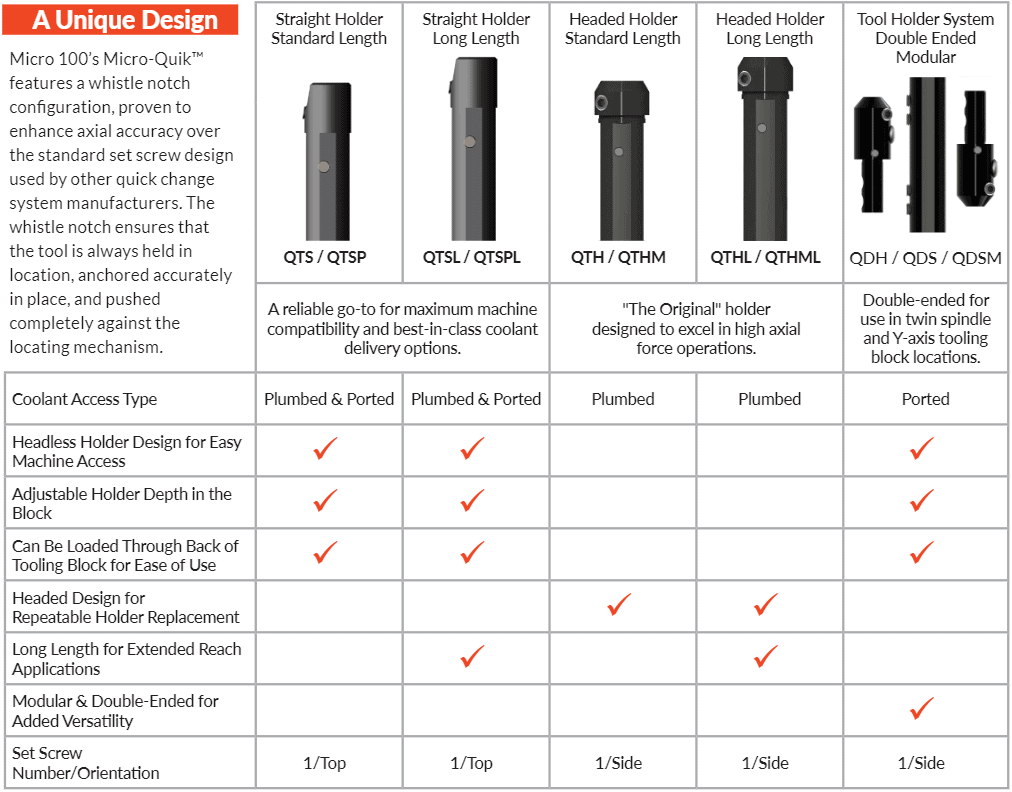
Straight Style, Headless Tool Holders
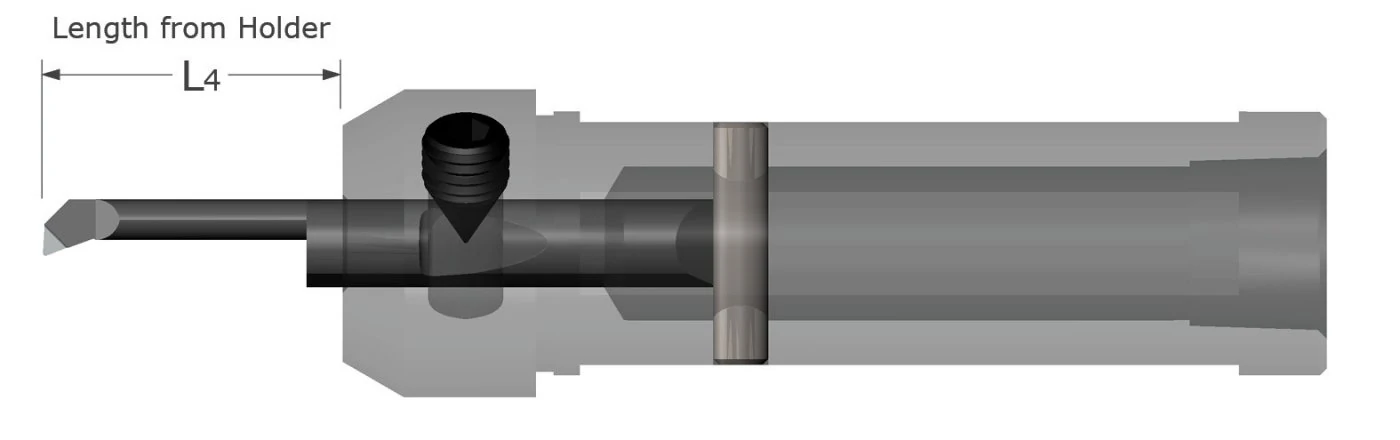
When using a straight style tool holder, you will enjoy significantly enhanced versatility during the machine set up process. These holders are engineered specifically for use in any Swiss, standard lathe, or multi-function lathe, and allow for adjustable holder depth in a tooling block. Radial coolant access ports provide easier access to coolant and the ability to utilize coolant through functionality in tooling blocks that share a static and live tool function, and cannot be plumbed through the back of the holder. Further, their headless design allows for installation through the backside of the tooling block in machines where the work envelope is limited, allowing for a simplified installation process.
Created by Harvey Performance Company Application Engineers, the following videos outline the simple process for inserting each style of Micro 100 Straight Tool Holder into a tooling block.
Micro 100 Straight Holder, Plumbed Style (QTS / QTSL)
In the video, you’ll notice that the first step is to place your Micro-Quik tool in this quick change holder, and align it with the locating pin. Then, tighten the locating and locking screw into the whistle notch. This forces the tool against the locking pin, and allows for repeatable accuracy, every time. From there, the quick change tool holder can be installed as a unit into a tooling block. When desired tool position is achieved, set screws can be tightened to lock the holder in place.
Micro 100 Straight Holder, Plumbed & Ported Style (QTSP / QTSPL)
This unique Micro 100 quick change tool holder style is plumbed and ported, allowing for enhanced versatility and coolant delivery efficiency. The setup process using this style of holder is also simple. First, place your Micro 100 quick change tool into the holder, and align it with the locating pin. From there, tighten the locating and locking screw into the whistle notch, forcing the tool against the locating pin and allowing for repeatable accuracy, every time. When plumbed coolant is being used, remove the plumbed plug in the back of the holder, and connect the appropriate coolant adapter and line. Then, the holder can be installed as a unit into the tooling block and locked into place with set screws.
When using ported coolant, make sure that the coolant plug in the back of the holder is tightly installed. Then, be sure to only use one of the radial ports. Simply plug the two that aren’t in use. Install the provided porting adapter to allow for coolant access. Porting options allow for coolant capabilities in machine areas where coolant is not easily accessible.
Headed Tool Holders

Micro 100’s original quick change tool holder for its Micro-Quik system, this style of tool holder for lathe applications features a unique “3 point” locking and locating system to ensure repeatability. When conducting a tool change with this tool holder style, you must follow a simple, 3-step process:
- Loosen the tool holder’s set screw
- Remove the used tool from the holder
- Insert the new tool and retighten the set screw
These headed holders are plumbed through the back of the holder for NPT coolant connection and are available in standard length and long length styles.
Try Micro 100’s “Headless” Tool Holders for Incredible Flexibility
Double-Ended Modular Tool Holder System

For twin spindle and Y-axis tooling block locations, Micro 100 fully stocks a double-ended modular system. Similar to its single-ended counterparts, this modular is headless, meaning it enhances machine access during the tool block installation process, and the holder depth can be adjusted while in the block. Because this system is double-ended, however, there is obviously no plumbed coolant option through the end of the tool. Instead, coolant is delivered via an external coolant port, the adapter for which is included in the purchase of the modular system. Right hand and left hand tool holders are designed so the set screws are facing the operator for easy access. Both right and left hand styles are designed for right hand turning.
Enjoy Quick Change Tool Holding Confidence & Ease of Use
When opting for a quick change system, machinists long for simplicity, versatility, and consistency. Though many manufacturers have a system of their own, Micro 100’s Micro-Quik sets itself apart with axial and radial repeatability, and tip-to-tip consistency. Further, Micro 100 fully stocks several quick change tool holder options, allowing a machinist to select the style that best fits their application.
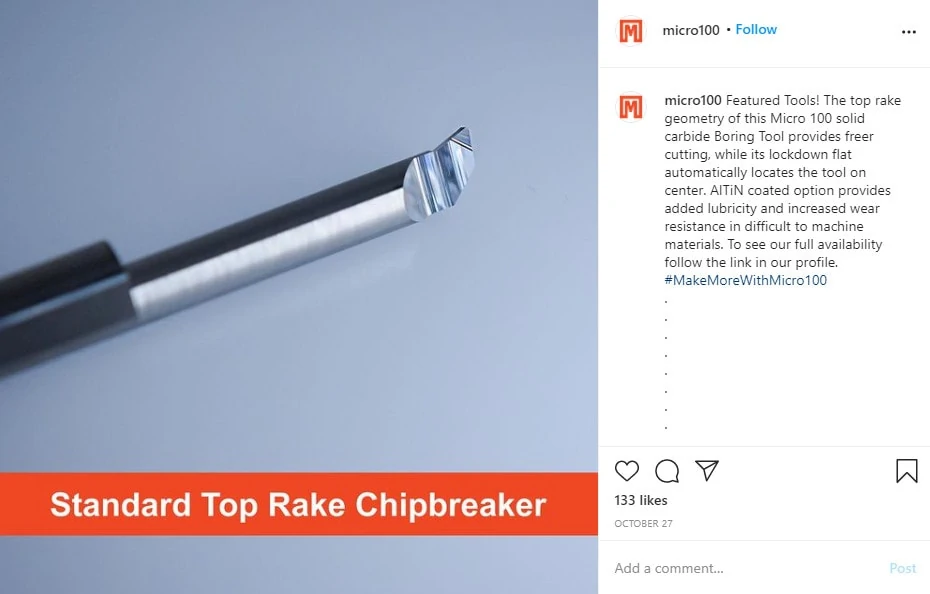
Micro100 also manufactures and stocks a wide variety of boring tools for the Micro-Quik. Click here to learn more.
For more information on selecting the appropriate quick change tool holder for your job, view our selection chart or call an experienced Micro 100 technical engineer at 800-421-8065.